
Snabb sammanfattning för proffs
Reparation av fellermsprutning är den specialiserade processen att återställa skadade verktyg till dess ursprungliga tekniska specifikationer för att säkerställa delkvalitet och förhindra produktionsstopp. Det mest effektiva moderna tillvägagångssättet kombineras precisionslasersvetsning —som tillför material med minimal värmepåverkan—och avancerade ytbehochlingar (som PVD-beläggningar eller hårdförkromning) för att öka fellermens livslängd. Genom att använda dessa tekniker kan tillverkare minska stilleståndstiden med upp till 70 % jämfört med traditionell TIG-svetsning eller komplett verktygsbyte.
1. Introduktion till reparation av injektionsform
Varför är korrekt mögelunderhåll kritisk?
Underhåll av mögel är rutinmässig praxis att inspektera, rengöra och reparera injektionsenheter för att förhindra defekter. Vid höghastighetstillverkning kan även en mikroskopisk repa på en kavitetsyta leda till "blixt" (överskott av plast på en del) eller strukturella svagheter. Proaktiv reparation säkerställer dimensionell noggrannhet och sparar tusentals dollar genom att undvika de höga kostnaderna för att bearbeta en helt ny form.
Vilka är de vanligaste orsakerna till injektionsmögelskador?
Mögelskador delas vanligtvis in i fyra kategorier:
- Mekaniskt slitage: Slipande friktion från glasfyllda hartser som sliter ner porten och håligheten.
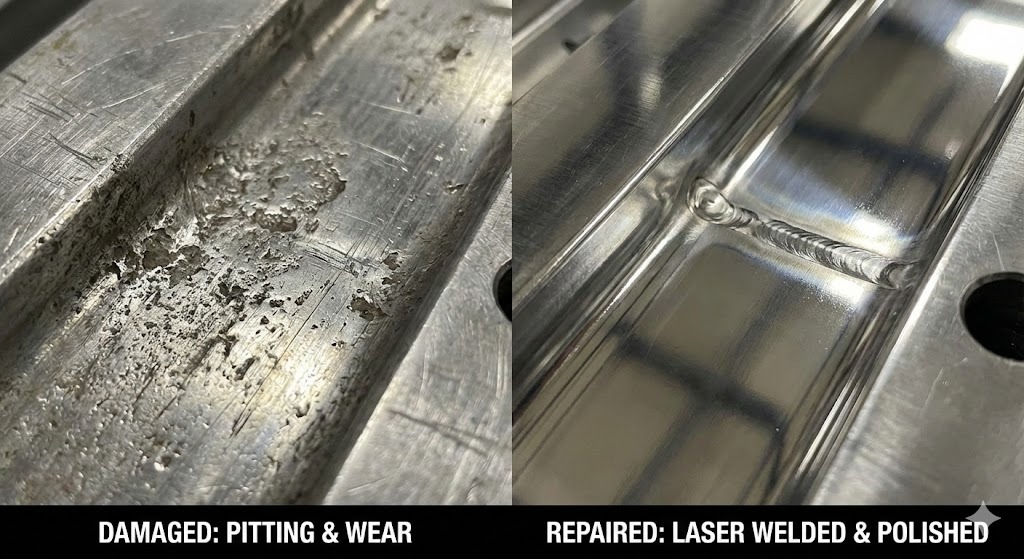
- Korrosion: Kemiska angrepp från avgasande plaster (som PVC) som gropar stålytan.
- Mänskligt fel: Repor orsakade av att använda metallverktyg för att ta bort fastnade delar.
- Termisk trötthet: Spänningssprickor till följd av konstanta uppvärmnings- och kylcykler under produktionen.
2. Förstå sprutformar: The Technical Foundation
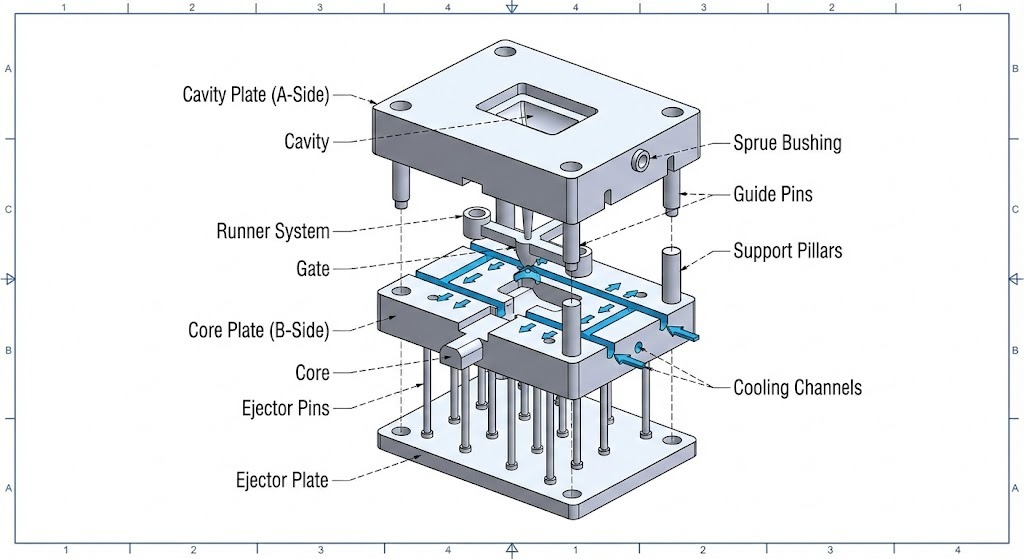
Vilka är de grundläggande komponenterna i en sprutform?
För att utföra en framgångsrik reparation måste en tekniker identifiera vilken komponent som inte fungerar.
- Håligheten och kärnan: De primära "A"- och "B"-sidorna som bildar formen på plastdelen.
- Ejektorstift: Mekaniska komponenter som trycker ut den färdiga delen ur formen.
- Kylkanaler: Interna vägar där vatten eller olja strömmar för att reglera temperaturen.
- Gate och löparsystem: "VVS" som leder smält plast in i hålrummet.
Vanliga material som används i sprutformar
Valet av reparationsteknik beror mycket på formmaterial . De flesta högproduktionsformar är gjorda av Verktygsstål , som är stål legerat med element som krom eller vanadin för att öka hårdheten.
Tabell 1: Vanliga formmaterial och reparationskompatibilitet
| Materialtyp | Vanligt betyg | Reparationssvårigheter | Bästa reparationsmetoden |
|---|---|---|---|
| P20 Stål | Förhärdat stål | Låg | Laser- eller TIG-svetsning |
| H13 Stål | Hot-Work Tool Steel | Medium | Lasersvetsning (kräver förvärmning) |
| S7 stål | Stöttåligt stål | Hög | Precisionslasersvetsning |
| Aluminium | 7075-T6 | Medium | Specialiserad lasertråd |
Vad är skillnaden mellan Hot Runner- och Cold Runner-system?
- Hot Runner-system: Använd uppvärmda grenrör för att hålla plasten smält inuti formen, vilket minskar avfallet men gör reparationer mer komplicerade på grund av integrerade elektriska komponenter.
- Cold Runner System: Enkla kanaler som stelnar med delen; de är lättare att reparera men ger mer skrot.
Tekniska definitioner
- HAZ (värmepåverkad zon): Området av oädel metall som inte har smälts men har fått sin mikrostruktur förändrad av svetsvärmen. Att minimera HAZ är det primära målet med lasersvetsning.
- Rockwell hårdhet (HRC): En skala som används för att mäta intryckningshårdheten hos ett material. De flesta formstål varierar från 30 till 60 HRC.
- Flash: En formsprutningsdefekt där tunna lager av plast kommer ut mellan formhalvorna, vilket vanligtvis tyder på en sliten skiljelinje.
3. Lasersvetsning för reparation av formsprutning
Vad är lasersvetsning vid mögelreparation?
Lasersvetsning är en högprecisionsreparationsprocess som använder en koncentrerad ljusstråle för att smälta en specialiserad tillsatstråd på det skadade området av en form. Till skillnad från traditionell svetsning koncentrerar lasern energin så hårt att den skapar en stark metallurgisk bindning utan nästan ingen förvrängning av det omgivande stålet.
Vilka är fördelarna med lasersvetsning?
För tekniker är lasersvetsning den föredragna metoden för högvärdigt verktyg eftersom:
- Minimal Heat Affected Zone (HAZ): Den lokala värmen förhindrar att formstålet deformeras eller förlorar sin ursprungliga hårdhet.
- Extrem precision: Tekniker kan reparera skador så små som 0,05 mm , vilket möjliggör arbete med intrikata strukturer och skarpa hörn.
- Komplexa geometrier: Laserns beröringsfria natur tillåter reparationer inuti djupa håligheter eller smala revben där en TIG-brännare inte kan nå.
- Minskad efterbearbetning: Eftersom svetsen är så ren, minskar tiden som krävs för manuell slipning och polering med över 50 % .

3.4. Lasersvetsprocess: En steg-för-steg-guide
För att uppnå en reparation av professionell kvalitet måste tekniker följa en standardiserad sekvens:
Steg 1: Förberedelse av formytan
Renlighet är den mest kritiska faktorn. All återstående plast, olja eller rost kommer att orsaka porositet (små bubblor) i svetsen.
- Åtgärd: Använd ultraljudsrengöring eller specialiserade lösningsmedel för att ta bort alla föroreningar.
- Verifiering: Inspektera området under a 10x mikroskop för att säkerställa att metallen är "ljus" och fri från förkolnade rester.
Steg 2: Välja svetsparametrar och inställningar
Laserinställningarna måste justeras baserat på basmetallen och tjockleken på reparationen.
- Pulsenergi (joule): Styr djupet av svetspenetrationen.
- Pulslängd (ms): Bestämmer hur länge lasern förblir på; längre pulser används för tjockare trådar.
- Frekvens (Hz): Laserpulsernas hastighet.
- Fläckstorlek (mm): Diametern på laserstrålen; vanligtvis mellan 0,2 mm och 1,5 mm .
Steg 3: Utförande av svetstekniker
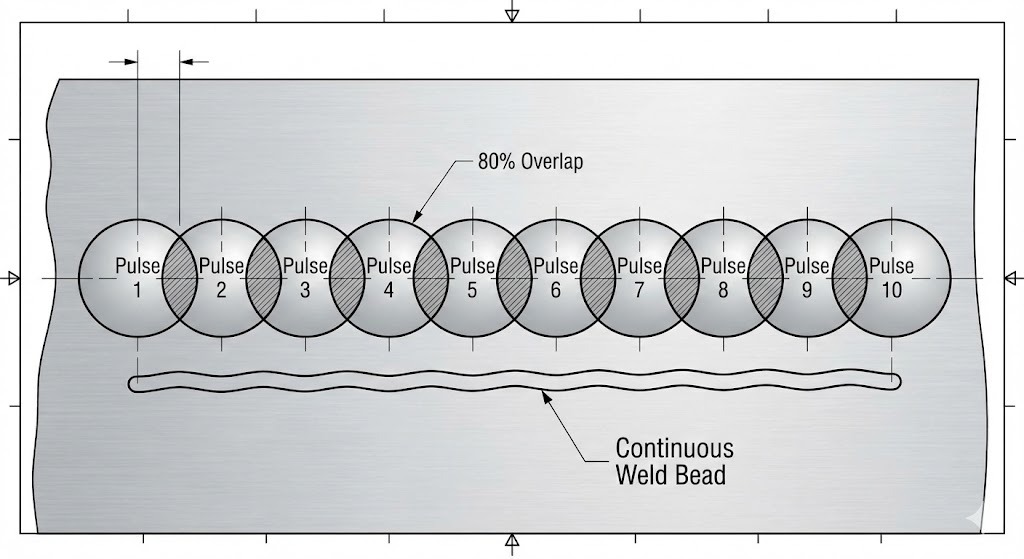
- Pulsvetsning: Standardmetoden för reparation. Varje puls skapar en liten "prick" av smält metall.
- Kontinuerlig/överlappande svetsning: Tekniker överlappar varje "prick" med 70-80 % för att skapa en sömlös, solid pärla av metall.
3.5. Bästa praxis för tekniker
- Matcha fyllningstråden: Använd alltid en lasertråd som matchar formstålets kemi (använd t.ex. H13-tråd för en H13-form) för att säkerställa enhetlig hårdhet och färg efter polering.
- Hantera skyddsgasen: Använd Argongas vid en jämn flödeshastighet för att förhindra oxidation, vilket gör svetsen svart och spröd.
- Undvik överbyggnad: Tillsätt endast den minsta mängd material som behövs. Överdriven svetsning ökar risken för värmeuppbyggnad och extra bearbetningstid.
3.6. Vanliga problem och lösningar
| Problem | Trolig orsak | Professionell lösning |
|---|---|---|
| Underskärning | Effekten (spänningen) är för hög | Låger the pulse energy and increase the spot size. |
| Porer/bubblor | Förorenad yta | Rengör området igen med alkohol och kontrollera gasflödet. |
| Sprickbildning | Hög carbon steel cooling too fast | Förvärm formen till 150-200°C före svetsning. |
| Sjunkande | Felaktig trådmatning | Se till att tråden trycks in i mitten av smältbassängen. |
Nyckel teknisk insikt: Vikten av mikrostruktur
När en laserpuls träffar stålet är kylningshastigheten extremt hög. Detta skapar en martensitisk mikrostruktur i svetsområdet, som är mycket hårt men kan vara skört. För att säkerställa långvarig hållbarhet bör stora reparationer genomgå en "stressavlastande" uppvärmningscykel för att stabilisera metallstrukturen.
4. Ytbehandlingstekniker för sprutformar
Vad är ytbehandling vid mögelreparation?
Ytbehandling är applicering av ett tunt lager av specialiserat material eller en kemisk förändring på den yttre "huden" av formstålet. I reparationscykeln är detta det sista steget efter svetsning och polering. Den är designad för att återställa eller förbättra formens ursprungliga prestanda, särskilt dess motståndskraft mot slitage, korrosion och friktion.
Typer av ytbehandlingar för formar
4.2.1. Hård förkromning
Detta är en traditionell elektrokemisk process som applicerar ett lager krom direkt på stålet.
- Bäst för: Skyddar mot frätande plaster som PVC och förbättrar delens "frisättning".
- Hårdhet: Typiskt 65–70 HRC .
4.2.2. Elektrolös nickelplätering
Till skillnad från standardplätering använder detta en kemisk reaktion snarare än elektricitet, vilket säkerställer en perfekt enhetlig tjocklek även inuti djupa hål eller kylkanaler.
- Bäst för: Komplexa geometrier där enhetlig tjocklek är obligatorisk.
4.2.3. Titannitrid (TiN) beläggning
En guldfärgad PVD-beläggning (Physical Vapour Deposition) som är extremt hård.
- Bäst för: Miljöer med hög nötning, såsom formar med glasfyllda hartser.
- Hårdhet: Upp till 80 HRC .
4.3. Fördelar med ytbehandling
Att tillämpa rätt behandling ger tre primära tekniska fördelar:
- Förbättrad slitstyrka: Förhindrar ”spolning” vid portarna där högtrycksplast rinner.
- Förbättrat korrosionsskydd: Skyddar det dyra verktygsstålet från vattenånga och sura biproduktgaser.
- Förbättrade releaseegenskaper: Minskar "stickningen" mellan plasten och metallen, vilket möjliggör snabbare cykeltider och färre skadade delar.
4.4. Hur man väljer rätt behandling
Valet beror på formens "Fejlläge":
- Om formen repar: Använd TiN eller DLC (Diamond-Like Carbon) för maximal hårdhet.
- Om formen rostar: Använd Elektrofritt nickel för 100 % täckning.
- Om plasten fastnar: Använd Hård krom eller specialiserade PTFE-infunderade beläggningar .
4.5. Ytbehandlingsprocess: Steg-för-steg-guide
Steg 1: Mögelberedning och rengöring
Beläggningen binder endast till en perfekt ren yta.
- Åtgärd: Utför en sista polering till önskat SPI finish (t.ex. A-2 spegelfinish).
- Teknisk anmärkning: Eventuella mikroskopiska oljor som finns kvar från polermassan kommer att få beläggningen att flagna (delaminering).
Steg 2: Applicering av beläggningen
Formen placeras i en vakuumkammare (för PVD/CVD) eller ett kemikaliebad (för plätering).
- Precision: Beläggningar appliceras vanligtvis med en tjocklek på 0,002 mm till 0,010 mm så att de inte ändrar delens slutliga dimensioner.
Steg 3: Efterbehandlingsprocesser
- Åtgärd: Inspektera ytan för "pinhål" eller ojämn tjocklek.
- Åtgärd: Genomför en sista dimensionskontroll för att säkerställa att beläggningen inte har placerat verktyget "utom tolerans".
4.6. Felsökning av vanliga ytbehandlingsproblem
| Problem | Trolig orsak | Professionell lösning |
|---|---|---|
| Peeling/flagning | Dålig ytrengöring | Skala av beläggningen, polera om och använd ultraljudsrengöring. |
| Dulling av finish | Beläggningen är för tjock | Minska avsättningstiden; kontrollera mikrontjockleksmätaren. |
| Kantuppbyggnad | Hög current density (in plating) | Använd “dummy” cathodes to pull excess current away from sharp corners. |
Teknisk definition: PVD vs CVD
- PVD (Physical Vapor Deposition): En lågtemperaturvakuumprocess (under 500°C) som inte förvränger formstålet.
- CVD (Chemical Vapor Deposition): En högtemperaturprocess (upp till 1000°C) som skapar en starkare bindning men som kan kräva att formen härdas igen efteråt.
5. Praktiska överväganden för tekniker
Hur förblir tekniker säkra under mögelreparation?
Säkerheten är av största vikt vid hantering av högenergilasrar och kemiska behandlingar.
- Lasersäkerhet: Arbeta alltid i en utsedd Klass 4 laserområde . Tekniker måste bära våglängdsspecifika skyddsglasögon för att förhindra permanent skada på näthinnan från reflekterade strålar.
- Rökutsug: Svetsning och kemisk rengöring frigör mikroskopiska metallpartiklar och VOC (flyktiga organiska föreningar). Använd lokaliserad frånluftsventilation för att upprätthålla luftkvaliteten.
- Termiskt skydd: Även med en lokal HAZ kan formbasen behålla betydande värme. Använd värmebeständiga handskar när du hanterar komponenter efter svetsning.
Nödvändig utrustning och verktyg för framgång
En professionell arbetsstation för formreparation kräver mer än bara en svetsare. Viktiga verktyg inkluderar:
- Stereomikroskop: Minst 10x förstoring för visning av svetspooler.
- Precisionsslipmaskiner: Höghastighets pneumatiska eller elektriska roterande verktyg för "grovning" i svetsen.
- Mikropoleringssatser: Diamantpastor och keramiska stenar för att återställa SPI-ytan.
- Digitala mikrometrar: För att verifiera att reparationen har återställt komponenten till dess ursprungliga tolerans.
Kostnadsanalys: mögelreparation vs. utbyte
En av de viktigaste rollerna för en tekniker är att ge råd till ledningen om huruvida en form ska repareras eller skrotas.
Tabell 2: Beslutsmatris för reparation vs. utbyte
| Faktor | Reparation (laseryta) | Fullständig ersättning |
|---|---|---|
| Typisk kostnad | 5 % – 20 % av originalkostnaden för verktyget | 100 % av verktygskostnaden |
| Ledtid | 24 – 72 timmar | 8 – 16 veckor |
| Hållbarhet | 80 % – 100 % av den ursprungliga livslängden | 100 % (ny livscykel) |
| Bäst för | Lokaliserade skador, grindar, skiljelinjer | Katastrofal ramsprickor, total tvätt |
Fallstudie: Minska stilleståndstid i fordonsverktyg
En fordonsleverantör i nivå 1 upplevde en "portfrysning" på grund av nötning på en form med 32 hålrum.
- Problemet: Delningslinjens blixt orsakade en avvisningsfrekvens på 15 %.
- Lösningen: Tekniker används H13 lasertråd att bygga om skiljelinjen, följt av en TiN (Titanium Nitride) PVD-beläggning.
- Resultatet: Formen var tillbaka i produktion inom 36 timmar , och ythårdheten ökade från 52 HRC till 82 HRC, vilket förhindrar framtida slitage.
6. Avancerade tekniker och teknologier
Vad är hybridreparationsmetoder?
Hybridreparation innebär användning Lasersvetsning för strukturell restaurering följt av Ytbehandling för funktionsförbättring.
- Exempel: Svetsa ett skadat ejektorstifthål och sedan applicera ett Elektrofritt nickel beläggning på hela plattan. Detta säkerställer att reparationen är stark och hela ytan skyddas mot rost.
Automation vid mögelreparation
Branschen går mot CNC Lasersvetsning . Istället för att en tekniker manuellt styr tråden under ett mikroskop, följer en robotarm en förprogrammerad bana. Detta säkerställer 100 % konsistens i svetstjocklek och är idealiskt för reparation av stora partier av identiska skär.
Nya teknologier: 3D-metallutskrift (additiv tillverkning)
För katastrofala fel där stora delar av en form saknas, använder tekniker nu Riktad energideposition (DED) . Denna "3D-printer" verktygsstål direkt på den befintliga formbasen, som sedan CNC-bearbetas tillbaka till den slutliga formen.
7. Sammanfattning av nyckelpunkter
- Precision är nyckeln: Lasersvetsning is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- Ytsynergi: Ytbehandlings like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- Proaktivt underhåll: Att identifiera slitage tidigt genom mikroskopisk inspektion kan förhindra behovet av kostsamma byten.
Framtiden för reparation av formsprutningsform
I takt med att plastdelar blir mer komplexa och ledtiderna kortare kommer integrationen av AI-driven diagnostik and automatisk laserreparation kommer att bli standard. Tekniker som behärskar både den metallurgiska vetenskapen om svetsning och kemin för ytbeläggningar kommer att vara de mest värdefulla tillgångarna i den moderna "smarta fabriken."
Teknisk felsökningschecklista för tekniker
- Är ståltypen identifierad? (Mata ihop tråd med oädel metall).
- Är ytan "ljusren"? (Inga oljor eller rester).
- Är laserparametrar inställda? (Kontrollera joule och fläckstorlek).
- Flödar argongas? (Förhindra oxidation).
- Matchar beläggningen hartset? (t.ex. Chrome for PVC).
Vanliga frågor: Reparation av sprutform
Hur mycket kostar lasersvetsning för formreparation vanligtvis?
Kostnaden för lasersvetsning för mögelreparation i allmänhet sträcker sig från $200 till $2.000 per reparationssession, beroende på geometrins komplexitet och mängden material som behövs. Detta innebär en betydande besparing, eftersom det vanligtvis bara kostar 5 % till 15 % av priset på en ersättningsform.
Kan man svetsa en form som redan är ytbehandlad?
Ja, men ytbeläggning måste tas bort i reparationsområdet först. Beläggningar som Hård krom or TiN måste avskalas via kemisk etsning eller precisionsslipning före svetsning. Svetsning direkt över en beläggning kommer att orsaka kontaminering , vilket leder till en spröd svets och dålig vidhäftning.
Vilken är den bästa ytbehandlingen för slipande plaster?
För plast förstärkt med glasfibrer eller mineraler, Titannitrid (TiN) or Diamantliknande kol (DLC) är de bästa ytbehandlingarna. Dessa PVD-beläggningar ger en ythårdhet på över 80 HRC , som effektivt motstår "sandblästringseffekten" av abrasiva hartser.
Hur lång tid tar en typisk lasersvetsreparation?
De flesta mindre lasersvetsreparationer kan utföras i 2 till 4 timmar inklusive förberedelse och rengöring. Om reparationen kräver omfattande eftersvetspolering eller sekundära ytbehandlingar som PVD-beläggning, är den totala ledtiden vanligtvis 24 till 72 timmar .
Förorsakar lasersvetsning mögelsvridning?
Nej, lasersvetsning orsakar inte skevhet när det utförs på rätt sätt. Eftersom lasern levererar en högkoncentrerad stråle med en Minimal Heat Affected Zone (HAZ) , förblir huvuddelen av formen vid rumstemperatur, vilket bevarar verktygets strukturella integritet och dimensionella toleranser.
Vad är skillnaden mellan TIG-svetsning och lasersvetsning för formar?
Den primära skillnaden är värmetillförsel .
- TIG-svetsning använder en hög värmebåge som skapar en stor HAZ, vilket ofta kräver att hela formen glödgas och härdas igen.
- Lasersvetsning använder en exakt ljusstråle som skapar en mikroskopisk smältbassäng, vilket möjliggör reparationer på färdiga, härdade verktyg utan att påverka det omgivande materialet.
Hur väljer jag rätt lasersvetstråd?
Du måste matcha den kemiska sammansättningen av svetstråden till basformstålet. Använd till exempel H13 vajer för H13 verktygsstål . Att använda en felaktig tråd kan leda till "vittneslinjer" eller "spökbilder" efter att formen har polerats, vilket kommer att visa sig som defekter på de slutliga plastdelarna.
Snabbreferenstabell: Reparationslösningar genom defekt
| Typ av defekt | Rekommenderad reparation | Varför? |
|---|---|---|
| Parting Line Flash | Lasersvetsning (P20/H13) | Återskapar skarpa kanter utan distorsion. |
| PVC-syrakorrosion | Elektrofritt nickel Plating | Ger 100% kemisk barriär i alla håligheter. |
| Gate Washout | Lasersvets TiN-beläggning | Återställer dimensioner och tillför nötningsbeständighet. |
| Ejektor Pin Poängsättning | Mikropolerande DLC | Minskar friktionen för att förhindra att stift fastnar. |

