
Introduktion
Vid formsprutning av plast är ytfinishen på en del mycket mer än ett kosmetiskt val. Det påverkar direkt hur en produkt känns i en konsuments hand, hur ljus reflekteras från dess konturer, och mer kritiskt, hur rent delen matas ut från formhålan under produktionen. Att välja fel finish kan leda till mikrorepor, kosmetiska diskbänksmärken eller att delar fastnar i verktyget, vilket drastiskt driver upp skrotkvoten.
För att standardisera dessa ytbehandlingar över hela försörjningskedjan, etablerade Society of the Plastics Industry (nu känd som PLASTICS) SPI-klassificeringssystemet för ytfinish. Även om föreningen har uppdaterat sitt namn, hänvisar globala verktygstillverkare och tillverkningsingenjörer fortfarande allmänt till dessa som "SPI-standarderna."
Att förstå nyanserna i dessa standarder – och hur olika polymerer interagerar med dem – är nyckeln till att balansera estetisk avsikt med tillverkningsverklighet.

De 4 primära SPI-finishklassificeringarna
SPI-standarden kategoriserar ytbehandlingar i fyra distinkta bokstavsgrader (A, B, C och D), bestämt av media och metod som används för att polera formstålet. Inom varje klass anger siffrorna 1 till 3 bearbetningsnivån och det resulterande ytråhetsgenomsnittet (Ra).
Klass A: Glänsande/glänsande finish (diamantlack)
Klass A-finish representerar toppen av optisk klarhet och högblank estetik. Dessa ytbehandlingar uppnås genom noggrant handpolering av formhålan med hjälp av gradvis finare kvaliteter av diamantpulverputspastor.
- SPI A-1: Den högsta standarden, med användning av en diamantputspasta av grad 3 för att uppnå en ultrajämn ytråhet på cirka 0,012 till 0,025 mikrometer Ra. Det ger en spegelliknande, mycket reflekterande finish.
- SPI A-2: Använder en diamantpasta av klass 6, vilket resulterar i ett något högre Ra-värde (0,025 till 0,05 mikrometer) men bibehåller en förstklassig glans.
- SPI A-3: Polerad med en diamantpasta av grad 15, ger ett skarpt, glansigt utseende men tillåter en något mer förlåtande strävhet (0,05 till 0,10 mikrometer Ra).
Tillverkningsinsikter:
För att uppnå en äkta klass A-finish krävs högkvalitativa, höghårda formstål som NAK80 eller S136. Standardverktygsstål innehåller mikroföroreningar eller porositet; när de poleras till en A-1-nivå, "rivas dessa föroreningar ut" och lämnar mikroskopiska gropar som förstör finishen.
Dessutom fungerar Klass A-ytor som ett förstoringsglas för inre defekter – varje lätt volymetrisk krympning (sänkmärken) bakom en ribba eller nav kommer omedelbart att synas under ljusreflektion.
- Vanliga applikationer: Optiska linser, genomskinliga ljusrör, ansiktsskärmar, speglar och exklusiva hushållselektronik där ett premium pianosvart eller kristallklart utseende krävs.
Klass B: Halvblank yta (kornpapper)
Klass B-finish är designad för delar som kräver ett snyggt, professionellt utseende utan de extrema kostnaderna eller ömtåligheten med en spegelfinish. Dessa ytor uppnås med hjälp av finkornigt sandpapper som appliceras i en linjär, överlappande rörelse.
- SPI B-1: Färdigat med 600-grit papper, ger en exceptionellt ren halvblank yta med en typisk grovhet på 0,05 till 0,10 mikrometer Ra.
- SPI B-2: Polerad med 400-kornigt papper, ger ett måttligt halvblankt utseende (0,10 till 0,15 mikrometer Ra).
- SPI B-3: Polerad med 320-kornigt papper, vilket ger en mjuk satinglans med synliga, enhetliga mikrorepor (0,28 till 0,35 mikrometer Ra).
Tillverkningsinsikter:
Eftersom polering av gruspapper introducerar ett riktat, linjärt repmönster i formen, måste verktygstillverkaren rikta in poleringsslagen med riktningen för formens öppning (utkastningsbana). Om gruslinjerna löper vinkelrätt mot dragriktningen kommer den gjutna plasten att gripa tag i mikrospåren, vilket leder till skavmärken och allvarliga utstötningssvårigheter under produktionskörningen.
- Vanliga applikationer: Höljen för hushållsapparater, inredningspaneler för bilar, handhållna elektroniska höljen och kommersiell kontorsutrustning.

Klass C: Matt finish (Stone Polish)
Klass C-finish kännetecknas av ett mjukt, matt, icke-reflekterande matt utseende. Verktygstillverkare uppnår denna textur genom att använda profilerande oljestenar (sandstenar) för att aggressivt jämna ut formstålet.
- SPI C-1: Uppnås med en fin poleringssten med korn 600, vilket resulterar i en slät matt yta (0,35 till 0,40 mikrometer Ra).
- SPI C-2: Avslutad med en sten med korn 400, vilket skapar en distinkt matt struktur (0,45 till 0,55 mikrometer Ra).
- SPI C-3: Avslutad med en grövre sten med korn 320, tar bort alla verktygsmärken för att lämna ett grövre, helt platt matt utseende (0,63 till 0,85 mikrometer Ra).
Tillverkningsinsikter:
I industriella tillämpningar väljs klass C sällan enbart för att "dekorera" en del. Istället är det branschens mål för "kostnadseffektivitet". Det primära syftet med en stenputsning är att snabbt och ekonomiskt radera de grova bearbetningsmärkena (kamusslor och spår) som lämnats efter av CNC-fräsar eller EDM-elektroder. Det är standardfinishen för delar som slutanvändaren aldrig kommer att se.
- Vanliga applikationer: Interna strukturella ribbor, elektroniska fästen, fordonskonstruktionskomponenter, bränsletankar och dold industriell hårdvara.
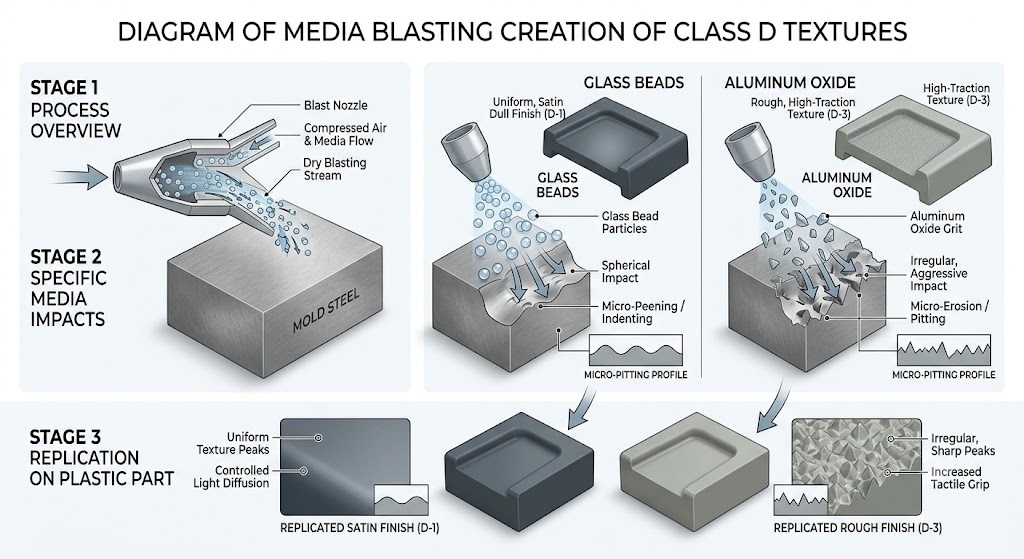
Klass D: Strukturerad yta (blästring/sandblästring)
Klass D-finish ger en grov, kraftigt strukturerad eller satinkänsla. Detta är en "destruktiv" textureringsprocess där formhåligheten utsätts för torr mediablästring under högt tryck.
- SPI D-1: Skapad genom att blästra formstålet med fina glaspärlor, vilket resulterar i en enhetlig, satinliknande matt finish (0,80 till 1,10 mikrometer Ra).
- SPI D-2: Blästras med medelhögt blästermedium eller sand, vilket ger en grövre, halkfri textur (1,10 till 1,60 mikrometer Ra).
- SPI D-3: Blästrad med grov aluminiumoxid eller tunga sandkorn, vilket ger en mycket taktil, grov, helt platt yta (2,30 till 3,20 mikrometer Ra).
Tillverkningsinsikter:
Klass D-finish är otrolig för att dölja ytdefekter som svetslinjer eller mindre sjunkmärken. Ingenjörer måste dock planera för "texturförsämring." Under en lång produktionsserie (t.ex. hundratusentals cykler) kommer slipande tekniska plaster som glasfylld nylon långsamt att erodera och "polera" de skarpa topparna i en blästrad formhålighet. Som ett resultat kan en D-1-textur gradvis förvandlas till en halvmatt textur med tiden, vilket kräver att formen dras ur produktionen och blästras om för att återställa den ursprungliga specifikationen.
- Vanliga applikationer: Kraftiga verktygshandtag, plastrattar, texturerade bagageskal, handtag för konsumentelektronik och industriella höljen utformade för att maskera fingeravtryck och repor.
Jämförelsediagram för SPI Ytfinish
| SPI-betyg | Efterbehandlingsmetod / Medium | Typiskt medel för grovhet (Ra - mikrometer) | Typiskt medel för grovhet (Ra - mikrotum) | Visuellt utseende och glansnivå | Multiplikator för relativ verktygskostnad |
|---|---|---|---|---|---|
| A-1 | Grad 3 Diamond Buff | 0,012 till 0,025 | 0,5 till 1,0 | High Mirror Polish, mycket reflekterande | 2,5x till 3,0x |
| A-2 | Klass 6 Diamond Buff | 0,025 till 0,05 | 1,0 till 2,0 | Spegelpolsk, bra reflektivitet | 2,0x till 2,5x |
| A-3 | Grad 15 Diamond Buff | 0,05 till 0,10 | 2,0 till 4,0 | Högglans, mjuka reflektioner | 1,5x till 2,0x |
| B-1 | 600 kornpapper | 0,05 till 0,10 | 2,0 till 4,0 | Halvblank, fin linjär glans | 1,3x |
| B-2 | 400 kornpapper | 0,10 till 0,15 | 4,0 till 6,0 | Medium halvblank | 1,2x |
| B-3 | 320 Kornpapper | 0,28 till 0,35 | 11.0 till 14.0 | Mjuk satin, mild glans | 1,1x |
| C-1 | 600 Grit Stone | 0,35 till 0,40 | 14,0 till 16,0 | Fin matt, icke-reflekterande | 1,0x (baslinje) |
| C-2 | 400 Grit Stone | 0,45 till 0,55 | 18.0 till 22.0 | Medium matt, platt finish | 0,9x |
| C-3 | 320 Grit Stone | 0,63 till 0,85 | 25,0 till 34,0 | Grov matt, raderar verktygsmärken | 0,8x |
| D-1 | Torr glaspärlblästring | 0,80 till 1,10 | 32,0 till 44,0 | Matt satin, fin pärlemorskimrande texturering | 1,2x |
| D-2 | Fin sandblästring | 1,10 till 1,60 | 44,0 till 64,0 | Matt texturerad, helt platt | 1,3x |
| D-3 | Grov Sand / Oxid Blästring | 2.30 till 3.20 | 90,0 till 130,0 | Mycket grov, taktil greppstruktur | 1,4x |
Viktiga faktorer när du väljer en SPI ytfinish
Att välja en ytfinish kräver en kalkylerad avvägning mellan materialegenskaper, geometri och budget. Här är de centrala faktorerna som bör vägleda ditt beslut för tillverkning (DFM).
Materialval: Kristallina vs. Amorfa polymerer
Den molekylära strukturen hos ditt plastharts dikterar direkt hur väl det replikerar formens finish.
- Amorfa polymerer (t.ex. polykarbonat, ABS, akryl/PMMA) har en slumpmässig molekylär layout som flyter perfekt mot polerat stål. De utmärker sig på att plocka upp klass A diamantfinishar för absolut transparens eller hög glans.
- Kristallina polymerer (t.ex. nylon/PA, polypropen, polyeten) genomgår strukturerad kristallisation när de svalnar, vilket orsakar högre krympning. Dessutom, om du lägger till glasfibrer (GF) till dessa material för styrka, tenderar fibrerna att flyta upp till ytan. Att specificera en klass A-finish på en 30 % glasfylld nylon är ett slöseri med kapital – ytan kommer i sig att se strimlig och fläckig ut. Dessa material presterar mycket bättre på klass C eller klass D finish.
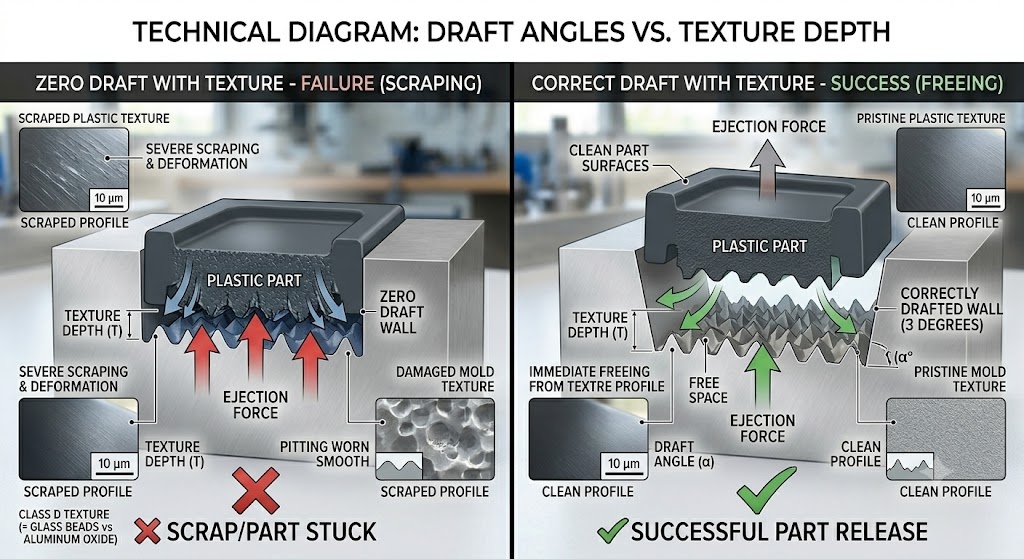
The Draft Angle Penalty
Ytstrukturer skapar mikroskopiska toppar och dalar. När formen öppnar sig måste plastdelen dras undan rent. Om de vertikala väggarna på delen saknar tillräckligt drag (avsmalnande), kommer det strukturerade stålet fysiskt att skrapa, riva eller markera kylplasten under utkastningen.
- Industrins gyllene regel: För standard släta ytbehandlingar (klass A och B) är en minsta dragvinkel på 0,5 till 1,0 grader per sida acceptabel.
- Texturerad tumregel: För klass D sandblästrade ytbehandlingar måste du lägga till cirka 1 extra grad av dragvinkel för varje 0,025 mm (motsvarande 1 mil eller 0,001 tum) av texturdjup. Att inte ta hänsyn till detta kommer att resultera i allvarliga dragmärken och deformation av delar.
Verktygskostnader & ledtider
Som framgår av jämförelsetabellen ökar en klass A-finish avsevärt tillverkningskostnaderna för formen. Att handpolera ett verktyg till en A-1-finish kan lägga till dagar eller till och med veckor till en ledtid för verktyget eftersom det måste göras steg-för-steg (t.ex. du kan inte hoppa från en sten med korn 320 direkt till diamantpasta utan att förstöra stålmatrisen). Klass C stenfinish är den överlägset snabbaste och billigaste att producera.
Del funktionalitet
Tänk på slutanvändningsmiljön. Högblank klass A-finish är ökända skrapmagneter och visar fettiga fingeravtryck direkt. Om en produkt är avsedd att hanteras dagligen (som en kontroller eller elektroniskt grepp), ger en klass D satinstruktur taktil friktion samtidigt som den framgångsrikt döljer slitage under produktens livslängd.
Hur man anger SPI-finish på tekniska ritningar
Tydlig kommunikation förhindrar kostsamma omarbeten av verktyg. När du förbereder dina produktionsritningar eller 2D-teknikritningar, tillämpa dessa branschpraxis:
- Undvik allmänna bildtexter: Skriv aldrig "Polska yttre ytor" i ritningsanteckningarna. Detta lämnar definitionen helt upp till tolkning. Använd istället explicita länktexter som:
YTBEHANDLING SKA VARA SPI A-2 PÅ SYNLIGA KOSMETISKA ANSYN. - Använd texturgränssplines: Om en enda gjuten del har flera ytbehandlingar (t.ex. en klass A glansig accentremsa på ett klass D texturerat hölje), rita en ren, streckad gränslinje på din 2D-utskrift för att visa de exakta övergångszonerna.
- Korsreferens globala standarder: Om du har att göra med globala försörjningskedjor kan din tillverkningspartner vara mer van vid europeiska VDI 3400 (som är baserad på gnisterosionskalor) eller proprietära texturkataloger som Mould-Tech. Notera motsvarande värden om tillämpligt (t.ex. SPI C-1 är ungefär i linje med VDI 18 till 21).
- Begär fysiska texturplack: Innan du auktoriserar en verktygstillverkare att strukturera en formhålighet på flera tusen dollar, begär ett fysiskt provchip gjutet i din exakt valt hartsmaterial. Texturer ser väldigt annorlunda ut på naturlig polypropylen än de gör på svart polykarbonat.
Slutsats
Att behärska SPIs ytfinishstandarder överbryggar gapet mellan industriella designkoncept och verkliga tillverkningsprestanda. Genom att förstå att en klass A-finish kräver förstklassigt verktygsstål och felfri detaljdesign, eller att en klass D-struktur kräver generösa dragvinklar, kan du undvika tillverkningsflaskhalsar, sänka din delavvisningsfrekvens och kontrollera din verktygsbudget.
Rådgör alltid med din formsprutningspartner under det tidiga DFM-stadiet för att anpassa ditt materialval, geometriska drag och önskad SPI-standard innan du skär stål.

