
Inom modern industriell formsprutning – särskilt inom krävande nordamerikanska leveranskedjor för bil-, rymd- och medicintekniska produkter – har strävan mot strukturell lättvikts- och komponentintegrering utlöst ett aldrig tidigare skådat beroende av tunnväggiga profiler och komplexa, fiberförstärkta polymermatriser. Även om dessa framsteg ger betydande material- och masseffektivitet, ökar de avsevärt risken för lokalt mekaniskt fel och kosmetiskt avslag som härrör från stickade linjer och svetslinjer. Långt ifrån att vara enkla ytfläckar, representerar dessa strukturella gränssnitt djupa diskontinuiteter i den formade matrisen där polymerkedjor inte lyckas interdiffundera tillräckligt. För att skydda snäva OEM-marginaler och upprätthålla rigorösa mekaniska säkerhetsstandarder, kan tillverkare inte längre behandla stickad linjesanering som en serie av trial-and-error-justeringar vid pressen. Istället måste ingenjörsteam anta en datadriven metod som sömlöst länkar kvantitativ verkstadsinspektion med avancerad prediktiv simulering och optimerade verktygslayouter.
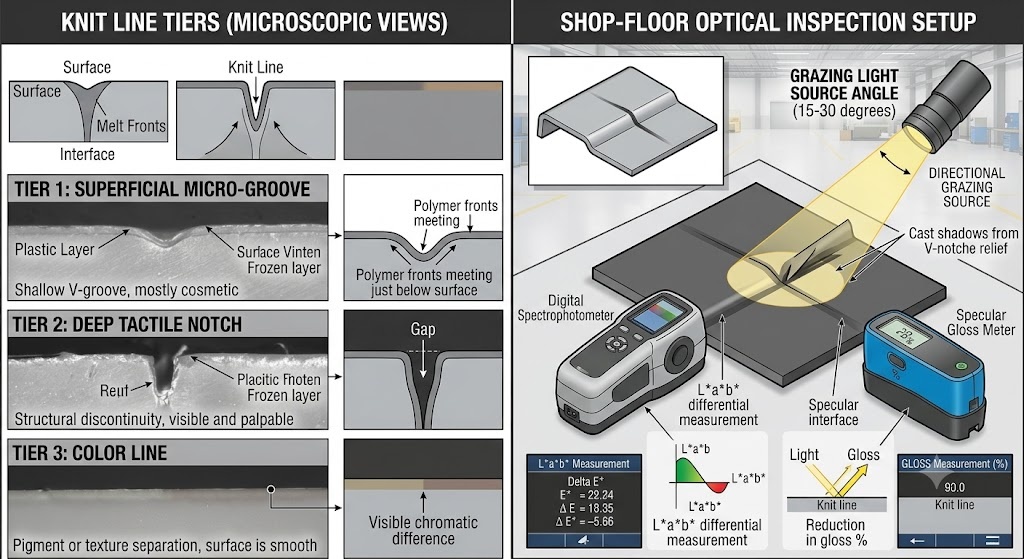
Upptäcka och inspektera stickade linjer: Övergång från visuell till kvantitativ statistik
För att skapa ett robust ramverk för kvalitetskontroll måste formningsoperationer eliminera subjektiva visuella utvärderingar och ersätta dem med exakta, kvantifierbara mätvärden. På produktionsgolvet kategoriserar traditionell visuell inspektion ofta problem med stickade linjer via vaga kvalitativa beskrivningar. Verklig processkontroll kräver att dessa kvalitativa observationer omvandlas till digitala, repeterbara variabler. Ytmorfologi måste kategoriseras i distinkta fysiska nivåer: ytliga mikrospår, djupa taktila skåror och differentiell lokaliserad missfärgning. Med hjälp av specialiserade bildtekniker, såsom lågvinklad belysning och högkontrastprojektionsbilder, kan kvalitetsingenjörer kartlägga ytavvikelser. För kosmetiska komponenter måste spektrofotometrar användas för att registrera kromatiska skiftningar över gränssnittet med hjälp av den standardiserade CIELAB-färgrymden, vilket fastställer en övre tröskelgräns, såsom Delta E_ab mindre än eller lika med 0,5. Samtidigt krävs kontaktglansmätare för att kvantifiera lokala spegelblanksänkningar, vilket säkerställer att svetsområdet matchar den nominella texturen inom ett specificerat toleransvärde.
För lastbärande eller vätskekritiska tekniska komponenter representerar oförstörande ytmätningar endast hälften av valideringsprotokollet. Mekanisk integritet måste bekräftas genom rigorösa standardiserade destruktiva testregimer. Tekniska protokoll måste föreskriva att dragteststänger (som överensstämmer med ASTM D638 eller ISO 527) skördas direkt från produktionskomponenter, med sticklinjen exakt lokaliserad i mitten av mätlängden. Den mekaniska prestandan för dessa prover jämförs sedan med identiska baslinjeprover gjutna utan gränssnitt för att beräkna svetslinjehållfasthetsfaktorn (WRF), som uttrycks av följande ekvation i klartext:
Medan ett estetiskt konsumenthölje kan tolerera en betydande minskning av styrkan förutsatt att färgvariationen är försumbar, tvingar kritiska fordonskomponenter under huven eller grenrör för medicinska vätskor ofta strikta kvalitetströsklar, vilket avvisar varje batch som faller under ett retentionsvärde på 90 procent eller 95 procent. Om en svetslinje faller under dessa förutbestämda tröskelvärden måste kvalitetsingenjörer utföra en omedelbar 4-stegs checklista för inspektion på verkstadsgolvet:
- Verifiera faktiska smält- och formkavitetstemperaturer med hjälp av kalibrerade termiska sonder.
- Dokumentera den taktila djupprofilen med en ytprofilometer.
- Korsreferens lokaliserad delvikt mot nominella gränser för att kontrollera för underpackning.
- Om felet kvarstår, extrahera prover för tvärsnittsmetallografisk snittning eller svepelektronmikroskopi (SEM) för att inspektera för infångade mikroskopiska flyktiga ämnen eller lokaliserad fiberförskjutning längs brottytan.
Grundorsaker och prediktiv simulering: Koppla fysik till handlingsbara insikter
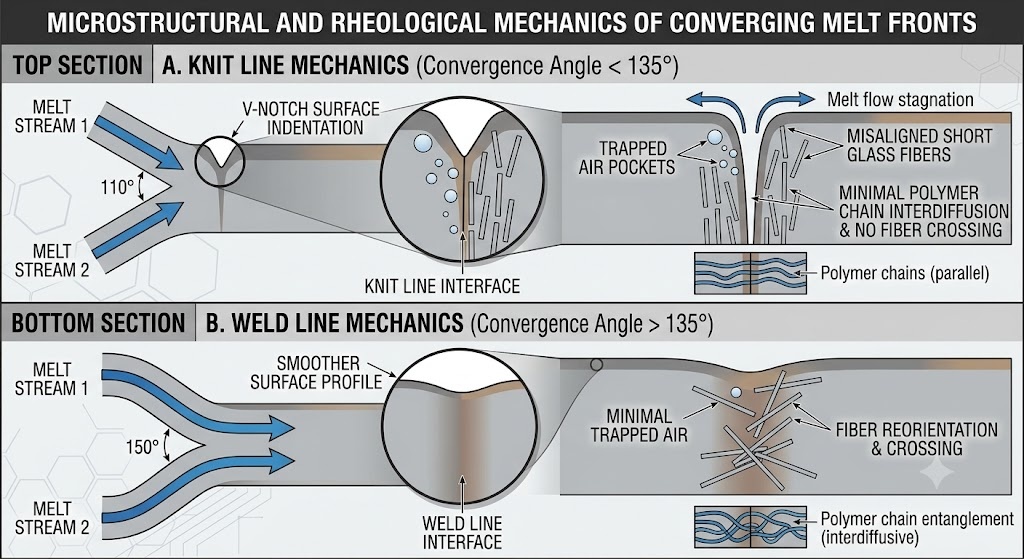
En stickad linje bildas när två eller flera distinkta polymersmältfronter möts frontalt inuti formkaviteten vid en konvergensvinkel på mindre än 135 grader. När konvergeringsvinkeln överstiger denna tröskel klassificeras gränsen tekniskt som en svetslinje, vilket gör att de parallellt strömmande strömmarna kan blandas mer naturligt. Den underliggande fysiken som styr detta gränssnitts styrka och synlighet beror helt på materialets termodynamiska tillstånd under konvergensen. När smältan rör sig genom kaviteten skapar kontakt med det kallare formstålet ett fruset gränsskikt, som kontinuerligt gör den aktiva flödeskanalen smalare. Om den lokala smälttemperaturen sjunker nära materialets övergångspunkt, eller om det lokala insprutningstrycket avtar på grund av långa flödesvägar, saknar molekylkedjorna den nödvändiga termiska energin och packningskraften för att korsa gränsytan och interdiffundera. Dessutom tvingar de delade flödesvägarna i sig anisotropa förstärkningar, såsom korta glasfibrer, att rotera parallellt med mötesgränsen, vilket helt eliminerar all mekanisk överbryggning över korsningen.
Istället för att ta itu med dessa fysiska fenomen genom dyra försök-och-fel-modifieringar efter att verktygsstål har kapats, bör avancerade finita element CAE-verktyg (som Autodesk Moldflow, Moldex3D eller Sigmasoft 3D) användas under produktdesignfasen. Ingenjörer måste se bortom enkla, binära visuella plotter och utvärdera kvantitativa analytiska kriterier. Nyckelsimuleringsutgångar inkluderar spårning av stagnationspunkter för hastighetsvektorer, identifiering av lokala temperaturfall vid korsningen och extrahering av det numeriska svetslinjeintensitetsindexet (VHI). En mycket tillförlitlig metod för att utvärdera strukturell integritet involverar kartläggning av de projicerade fiberorienteringstensorerna direkt från injektionssimuleringen till nedströms strukturella FEA-paket, vilket gör det möjligt för designers att simulera lokala spänningskoncentrationer under verkliga mekaniska belastningar. För att säkerställa korrekt förutsägelse måste simuleringsmodeller använda mycket raffinerade 3D-nät bestående av minst 10 till 12 skikt över tunna väggsektioner, kombinerat med verifierade materialkarakteriseringsdata och exakta maskinsvarsparametrar.
För att förvandla denna virtuella CAE-diagnostik till praktiska lösningar på verkstadsgolvet bör ingenjörsteam följa ett standardiserat diagnostiskt beslutsträd. När en simulering indikerar en oacceptabel risk för sticklinjer måste ingenjören systematiskt utvärdera och isolera variabler snarare än att justera parametrar slumpmässigt. Kontrollera först om korsningen kan flyttas till ett icke-kritiskt område genom att flytta portplatserna. Om geometriska begränsningar gör grindflyttning omöjlig, är nästa steg att utvärdera lokaliserad termisk hantering och bedöma om variabla formtemperaturjusteringar kan förbättra molekylär bindning. Slutligen, om de termiska justeringarna är otillräckliga, måste den mekaniska väggtjockleken ändras för att minska det lokala flödesmotståndet och öka packningstrycket. Denna strukturerade metod säkerställer att modifieringar av verktyg och processer är baserade på sunda tekniska principer, vilket avsevärt minskar utvecklingscyklerna och förhindrar kostsamma tekniska förändringsorder (ECO) sent i lanseringscykeln.
Formdesign och portplaceringsstrategier: Kontrollera flödesvägar och termiska layouter
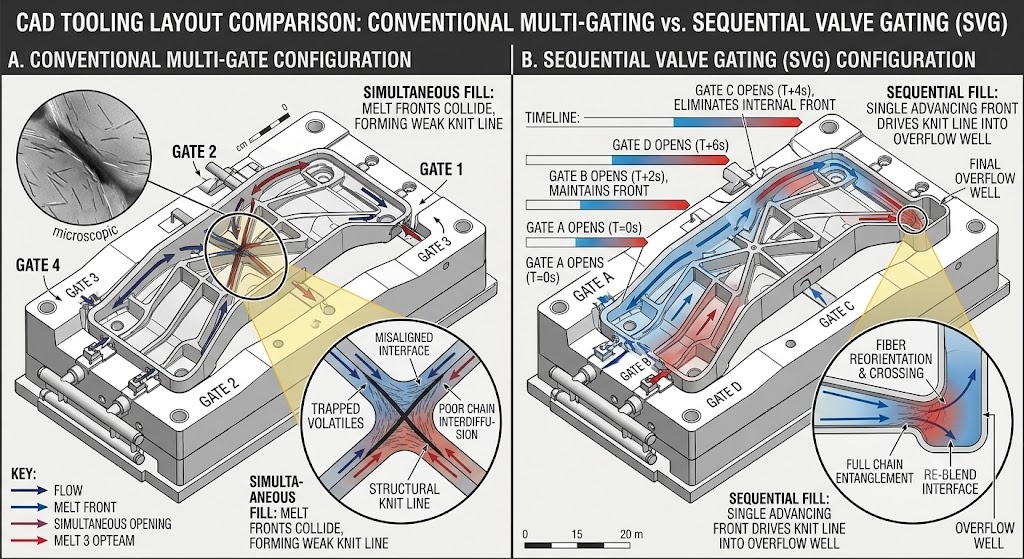
Den primära metoden för att eliminera eller flytta stickade linjer är den strategiska placeringen av verktygets grindsystem. Valet av portgeometri – oavsett om man använder exakta direktventilportar, kantportar eller fläktportar – dikterar det initiala fyllningsmönstret och styr direkt hur flödesfronter delas och rekombineras runt kärnstift eller interna utskärningar. Vid konstruktion av komplexa delar måste ingenjörer fastställa exakta regler för flödesavstånd och maximalt tillåtna flödeslängd-till-väggtjockleksförhållanden. Till exempel, i tunnväggig konsumentelektronik, används ofta en strategi för sekventiell ventilport (SVG). Genom att använda elektroniskt styrda hydrauliska eller pneumatiska stift för att öppna ventilportar i en exakt, tidsinställd sekvens, kan ingenjörer helt eliminera bildandet av interna stickade linjer genom att tvinga en enda, kontinuerlig smältfront att svepa över kaviteten, förskjuta svetslinjer till perifera flashområden eller icke-strukturella kanter.
Utöver portplacering är hantering av termisk prestanda inom formstålet avgörande för att optimera stickad linjekvalitet. Traditionella rakborrade kyllinjer lämnar ofta djupa kärnsektioner och komplexa hörn isolerade från effektiv termisk kylning, vilket resulterar i lokaliserade hot spots eller allvarliga termiska gradienter som försvagar sticklinjens gränssnitt. Genom att ersätta konventionella linjer med avancerade konforma kylkanaler – tillverkade via direkt metalllasersintring (DMLS) – kan kyllinjerna följa de exakta konturerna av delkaviteten. Detta säkerställer en mycket jämn värmeavledning och möjliggör exakt lokaliserad snabb värmecykelformning (RHCM). Genom att använda ånga eller tryckvatten med hög temperatur för att snabbt värma upp det lokala stickade linjens område under fyllning, och sedan byta till kallt vatten för snabb stelning, kan tillverkare bibehålla kavitetens yttemperatur över hartsets glasövergång eller kristallina smältpunkt under bildandet av stickad linje. Detta eliminerar helt ytskåror och maximerar polymerkedjetrassling.
| Verktygsstrategi | Typisk verktygskostnadspremie | Cykeltidspåverkan | Förbättring av sticklinjens styrka | Bästa applikationspassform |
| Konventionell maskinbearbetad kylning | Baslinje (0 dollar) | Baslinje (25 till 45 sekunder) | Minimal (0 till 10 procent förbättring) | Låg komplexitet, tjockväggiga strukturella block. |
| Konform kylinsats (DMLS) | 15 procent till 30 procent | 15 procent till 30 procents minskning | 15 procent till 30 procents ökning | Komplexa biltrim, medicinska delar med flera hålrum. |
| Sequential Valve Gating (SVG) | 25 procent till 40 procent | Neutral | Flyttar defekten helt | Stora kroppspaneler, instrumentpaneler, långa lock. |
| Rapid Heat Cycle Molding (RHCM) | 40 procent till 60 procent | 10 procent till 25 procents ökning | 40 procent till 70 procents ökning | Högblanka konsumentskärmar, medicinska optiska höljen. |
Innan dessa avancerade verktygsmodifieringar implementeras måste ingenjörsteamen genomföra en rigorös förhandsavkastning på investeringen (ROI) och riskbedömning. Även om tillägg av en DMLS-konform insats eller ett SVG-grenrör kan öka de initiala verktygsinvesteringarna med tiotusentals dollar, måste dessa kostnader noggrant balanseras mot långsiktiga driftsmått. För en bilproduktion med stora volymer som sträcker sig över flera år, motiverar en 20-procentig minskning av cykeltiden i kombination med en avsevärd minskning av skrotmängderna lätt den initiala verktygspremien. Omvänt, för medicinska komponenter med mindre volymer, modifiering av delars väggtjocklek eller inkorporering av lokaliserade överflödesbrunnar – som samlar upp de kalla slugsarna i slutet av flödesfronten och kan bearbetas rent efter gjutning – utgör ett mer kostnadseffektivt alternativ som uppnår nödvändiga mekaniska specifikationer utan att överskrida projektets kapitalbudget.
Avvägningar för bearbetning, material och produktion: Optimering av parametermatriser
När verktygsmodifieringar begränsas av budget eller tidslinjer måste ingenjörer förlita sig på systematisk processoptimering och noggrant materialval för att hantera stickad linjeprestanda. Den råa polymerens molekylära struktur dikterar dess reologiska beteende under smältfrontkonvergens. Ofyllda råvaruhartser som polypropen (PP) eller amorf akrylnitrilbutadienstyren (ABS) flyter lätt och binder lätt vid lägre relativa energier. Men högtemperaturtekniska plaster som polykarbonat (PC), polyamid 6/66 (PA6/PA66) och polyfenylenoxid (PPO) – särskilt när de är fyllda med 30 procent till 50 procent glasfibrer eller mineralmodifierare – utgör allvarliga reologiska utmaningar. För dessa avancerade föreningar måste parameterjusteringar följa en mycket strukturerad, "konservativ-till-aggressiv" bearbetningsmatris för att undvika materialförsämring eller förlängning av cykeltiden.
För att systematiskt lösa stickade linjer på produktionsgolvet bör tekniker konsultera en omfattande material- och processparameterriktlinje. Justeringar bör alltid utföras sekventiellt, vilket gör att processen kan stabiliseras i flera cykler efter varje modifiering för att exakt mäta inverkan på delens kvalitet och strukturella prestanda:
| Resin Matrix Typ | Rekommenderat smältområde (grad C) | Rekommenderat formområde (grad C) | Trimningssteg för primär injektionshastighet | Förväntad kvarhållning av stickad linjestyrka (%) |
| Ofylld polypropen (PP) | 200 - 240 | 30 - 60 | Måttlig progressiv (10 % steg) | 85 % - 95 % |
| ABS (estetisk grad) | 220 - 260 | 50 - 80 | Höghastighetsprofil (snabbt genom stickat område) | 80 % - 90 % |
| Polykarbonat (PC) | 280 - 320 | 80 - 110 | Hög konstant hastighet med hög packning | 70 % - 85 % |
| PA66-GF30 (30 % glasfyllt) | 270 - 300 | 80 - 120 | Ultrahög hastighet (max skjuvningsuppvärmning) | 35 % - 55 % |
| PPO (modifierad / strukturell) | 260 - 310 | 70 - 100 | High Velocity följt av Immediate Pack Shift | 50 % - 70 % |
Om optimerade bearbetningsparametrar inte helt kan eliminera en synlig stickad linje på en mycket estetisk komponent, kan sekundära efterbehandlingsoperationer krävas. Alternativ för sanering efter mögel – inklusive mekanisk slipning, automatiserad grundning och målning, kemisk ångpolering eller lokal ultraljudsfusion – kan effektivt maskera ytfläckar, men de introducerar betydande produktionsavvägningar. Medan en sekundär polyuretanbeläggning eller tvätt med kemiskt lösningsmedel kan återställa en felfri, högblank ytfinish till ett amorft konsumenthölje, ökar dessa operationer de totala kostnaderna för styckdelar, kräver ytterligare arbetskraft och höjer mängden skrot på grund av hanteringsfel. Dessutom fixar ytfinish inte underliggande strukturella brister. Om glasfibrer förblir felinriktade under en målad yta kommer delen att gå sönder under mekanisk påfrestning. Driftchefer måste noggrant väga dessa efterbehandlingskostnader mot den långsiktiga kapitalinvesteringen av avancerade verktygsuppgraderingar, och välja det alternativ som bäst balanserar kvalitet, kostnad och komponenttillförlitlighet.
Accelerera din verktygs- och bearbetningsprestanda
Att eliminera fel på stickade linjer kräver att man anpassar förutseende teknik med disciplinerad kvalitetskontroll. Ladda ner vårt omfattande, färdiga butiksgolv Sticka linje felsökning och simuleringskalibreringschecklista (PDF) , som innehåller steg-för-steg justeringsmallar för gjutmaskin, mål-VHI-maskningsparametrar och ASTM/ISO-valideringsformulär.
Behöver du omedelbart ingenjörsstöd för ett aktivt program? Kontakta vårt tekniska team idag för att boka en avancerad CAE-simuleringsgranskning och granskning av mögellayout . Våra nordamerikanska tillverkningsspecialister tillhandahåller detaljerade diagnostiska vändningar inom 3 till 5 arbetsdagar.

