
Termoplastisk polyuretan (TPU) överbryggar gapet mellan flexibla gummin och styv plast. Känd för sin exceptionella elasticitet, slitstyrka och höga draghållfasthet, är TPU mycket favoriserat inom global industriell tillverkning. Att bearbeta denna unika polyuretanelastomer kräver dock en djup förståelse för dess dolda tekniska nyanser.
Den här guiden ger tekniska insikter i TPU-egenskaper, bearbetningsparametrar, förmdesignhemligheter och felsökningsstrategier för att optimera din produktionslinje och säkra högavkastoche B2B-komponenttillverkning.
1. Nyckelegenskaper och urvalsdilemmat
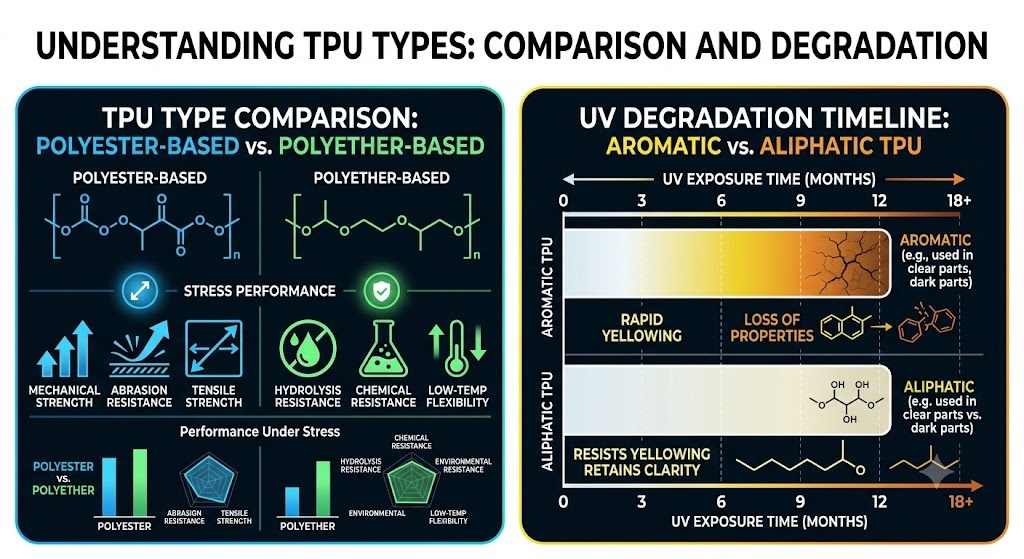
Att välja rätt TPU-kvalitet kräver att man tittar bortom grundläggande shore-hårdhetsdiagram. Industriella inköps- och produktdesignteam måste först balansera den centrala kemiska divergensen: Polyesterbaserad TPU kontra polyeterbaserad TPU .
Polyesterbaserad TPU:
- Mekanisk styrka: Överlägsen drag- och rivhållfasthet.
- Nötningsbeständighet: Utmärkt (Perfekt för slitstarka delar som industriella möbelhjul).
- Hydrolysmotstånd: Dålig (Mottaglig för fuktnedbrytning).
- Lågtemperaturflexibilitet: Bra.
- Mikrobiell resistens: Låg.
Polyeterbaserad TPU:
- Mekanisk styrka: Måttlig.
- Nötningsbeständighet: Bra.
- Hydrolysmotstånd: Utmärkt (Perfekt för våta eller nedsänkta miljöer).
- Lågtemperaturflexibilitet: Överlägsen (Behåller elasticiteten vid ultralåga temperaturer).
- Mikrobiell resistens: Hög.
Pro-Tip: Den dolda kostnaden för gulning
Standard aromatiska TPU:er har molekylära strukturer som bryts ned under UV-strålning, vilket gör att klara delar blir fult gula. För exklusiva konsumentvaror, specialiserade servokabeljackor eller synliga bilinteriörer måste ingenjörer köpa alifatiska TPU-kvaliteter . Alifatisk kemi motstår i sig UV-ljus, vilket bevarar optisk klarhet och färgstabilitet under längre produktlivslängder.
2. Materialförberedelse: Beyond Basic torkning
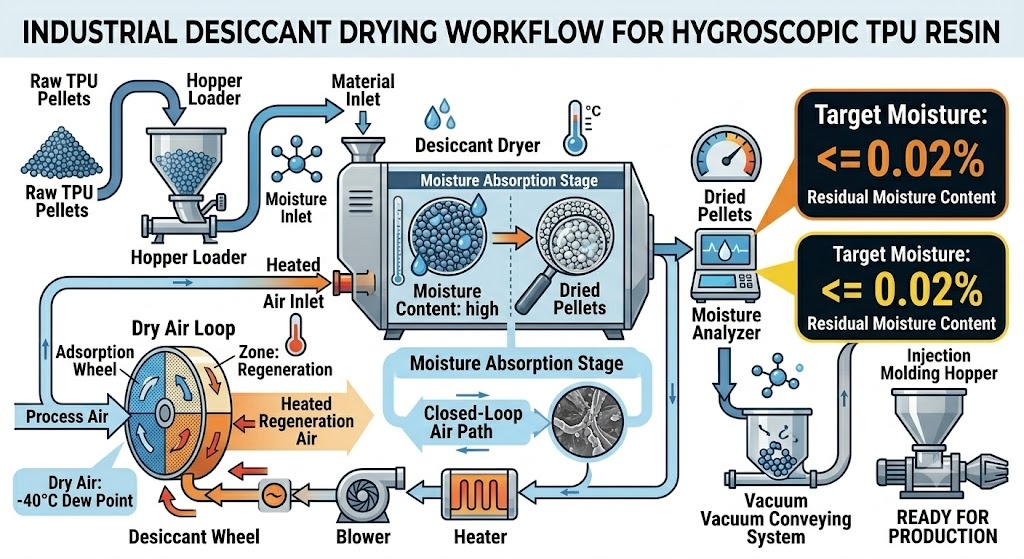
Om det finns en enda punkt av fel i TPU-formsprutning är det fukt. TPU är mycket hygroskopisk; den absorberar aktivt vattenånga från den omgivande luften. Bearbetning våt harts leder till irreversibel hydrolytisk nedbrytning —en kemisk reaktion där vatten klyver polyuretanpolymerkedjorna vid höga temperaturer, vilket helt förstör materialets mekaniska egenskaper.
- Daggpunktsmåttet: Standardvarmluftstrattarna är otillräckliga. Du måste använda en torkmedelstork som kan bibehålla en daggpunkt -40°C eller lägre.
- Torkningsparametrar: Torka jungfruhartsen kl 80°C till 90°C for 3 till 4 timmar . Målfukthalten innan den går in i injektionsbehållaren måste strikt vara 0,02 % eller mindre .
Pro-tips: 20 % omslipningsregeln
Även om industriell kostnadsminskning kräver återanvändning av öppningar och löpare, måste TPU:s termiska historia hanteras strikt.
Den gyllene lagen: Blanda aldrig mer än 15 % till 20 % omslipning (återvunnet skrot) med jungfruharts.
Överskridande av denna gräns orsakar en kraftig minskning av delens ursprungliga rivstyrka och påskyndar estetisk gulning. Dessutom absorberar återmalningsskrot fukt upp till dubbelt så snabbt som jungfrupellets; det måste genomgå oberoende, rigorös torkmedelstorkning innan de blandas i tratten.
3. Bearbetningsparametrar: Besegra skjuvvärme
Att ställa in den termiska profilen för TPU kräver ett icke-linjärt tillvägagångssätt. Eftersom TPU-molekyler är mycket känsliga för friktion, uppvisar materialet höga skjuvkänslighet . När formsprutningsmaskinen tvingar den smälta elastomeren genom snäva begränsningar, genererar den massiv intern friktion – känd som skjuvvärme .
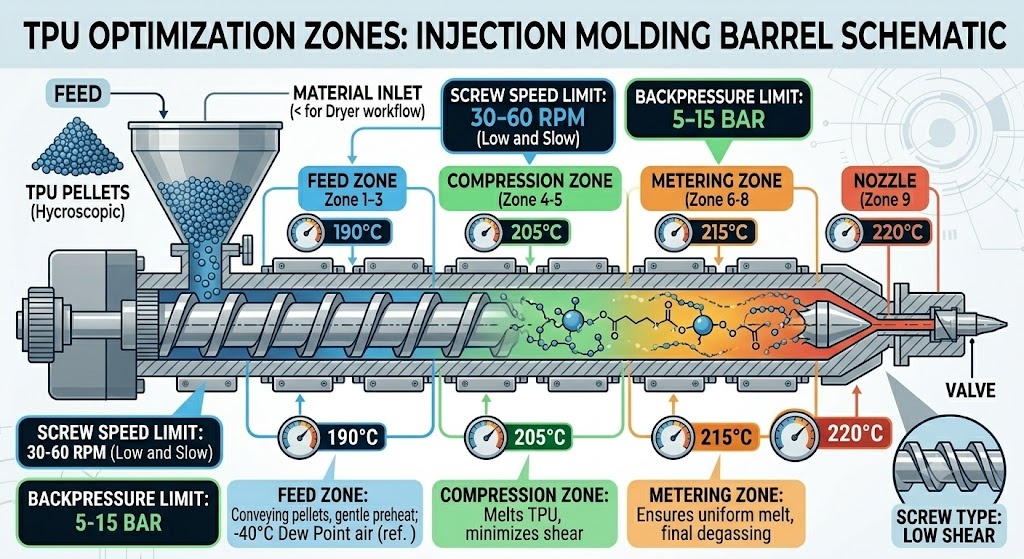
För att förhindra att denna friktionsvärme överhettas och bränner materialet, implementera "Lågt och långsamt" maskininställningsstrategi:
- Smälttemperatur: Upprätthåll en exakt pipprofil mellan 190°C och 220°C . Överstigande 230°C utlöser termisk nedbrytning.
- Formtemperatur: Håll mögelväggar vid 20°C till 40°C . Kylare formar påskyndar kristalliseringen av polyuretanblocken, vilket gör att delen kan struktureras och skjutas ut rent utan att de blir skeva.
- Skruv & mottryck: Ställ in låga linjära skruvhastigheter ( 30 till 60 rpm ) och minimalt mottryck ( 5 till 15 bar ). Högt mottryck tvingar fram onödig skjuvspänning på elastomeren, vilket bryter ner polymerkedjorna innan plasten ens lämnar munstycket.
4. Mögeldesignhemligheter för klibbiga elastomerer
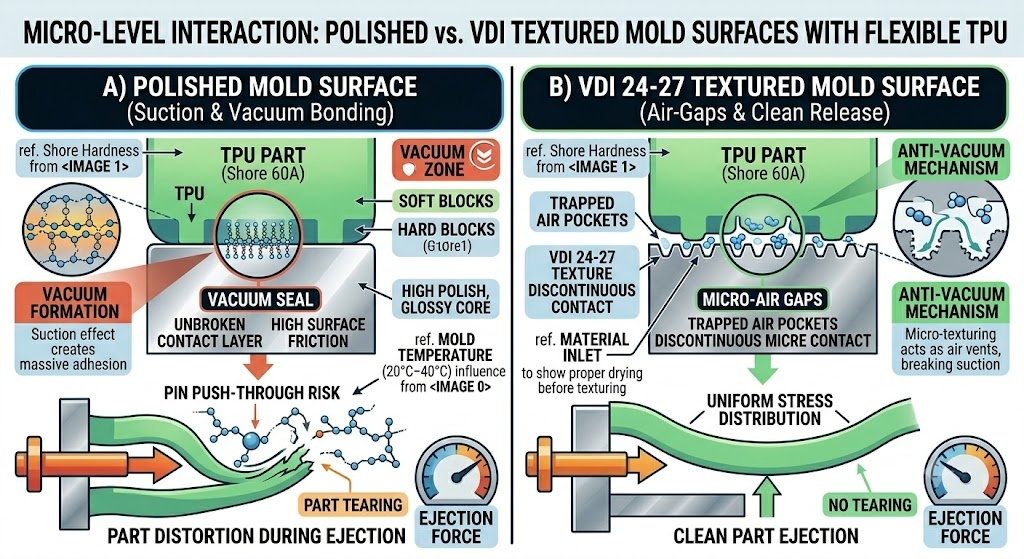
Standardformdesignprinciper avsedda för styva plaster som ABS eller polypropen kommer att misslyckas när de appliceras på flexibel TPU. Mjuka elastomerer kräver specialiserade geometriska och mekaniska tillägg inom stålverktygen.
Vacuum Sticking Nightmare
Mjuka TPU-kvaliteter (Shore 60A till 85A) har hög ytfriktion. Under formöppningssekvensen fungerar den släta elastomeren som en sugkopp och bildar ett vakuum mot högpolerade, glänsande kärnytor. Delen fastnar, deformeras eller rivs sönder under mekanisk utstötning.
- Lösningen: Undvik högpolerade spegelfinish. Ange istället en anti-vakuumformstruktur såsom en lätt pärlblästring eller kemisk EDM-struktur ( VDI 24 till 27 ). Denna mikrotextur fångar små luftfickor mellan stålet och elastomeren, bryter vakuumförseglingen och fungerar som ett inbyggt mekaniskt släppmedel.
Specifikationer för mikroventilation
På grund av snabba insprutningshastigheter kan instängd gas lätt bränna flexibla material. Men eftersom TPU flyter lätt under tryck, kommer överdimensionerade ventiler att skapa blinkningar.
- Regeln: Maskinbearbetade gasventiler måste ha en strikt mikrodjupgräns på 0,015 mm till 0,02 mm . Detta är tillräckligt smalt för att innehålla den smälta elastomeren samtidigt som den låter tryckluft strömma ut på ett säkert sätt.
5. Felsökningsmatris (avancerade fältlösningar)
När defekter dyker upp på fabriksgolvet kräver identifiering av den verkliga grundorsaken att man skiljer mellan termiska och miljömässiga indikatorer. Använd den här fältguiden för snabb, målinriktad felsökning:
-
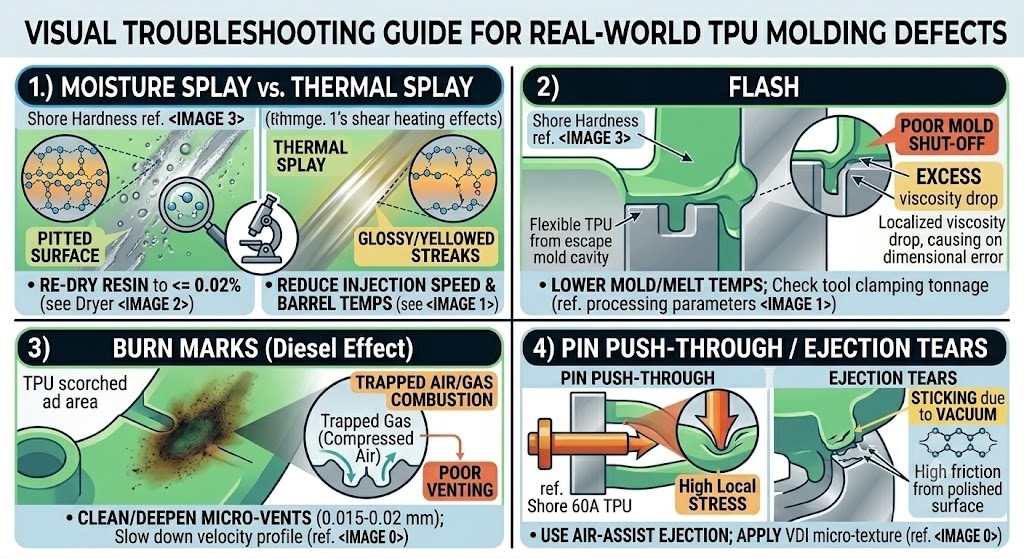
Splay Marks (Silvery Streaks)
-
Trolig grundorsak: Hydrolytisk eller termisk nedbrytning.
-
Avancerad fältlösning: Mikroskoptestet: Inspektera ränderna under förstoring. Om ränderna är grova och gropiga är det fuktspridning (öka torktiden). Om ränderna är släta och glansiga är det termisk spridning orsakad av överdriven skjuvvärme (minska insprutningshastigheten eller munstyckstemperaturen).
-
Blixt (överskott av material vid sömmar)
-
Trolig grundorsak: Överinjektion eller lokaliserade viskositetsfall.
-
Avancerad fältlösning: Sänk smälttemperaturen för att öka viskositeten eller minska hålltrycksprofilen. Kontrollera om verktygets spännkraft matchar erforderligt tonnage.
-
Brännmärken (dieseleffekt)
-
Trolig grundorsak: Instängd gaskompression i oventilerade fickor.
-
Avancerad fältlösning: Rengör och fördjupa mikroventiler (max 0,02 mm). Sakta ner insprutningshastighetsprofilen precis innan smältan kommer in i den slutliga fyllningszonen.
-
Sticky Parts / Ejection Tears
-
Trolig grundorsak: Vakuumbindning eller för tidig packning.
-
Avancerad fältlösning: Byt till ett luftassisterande utstötningssystem (luftblåsningsventil) vid sidan av mekaniska stift. Applicera en VDI-mikrotextur på kärnan.
6. Framtida trender: Sourcing för den gröna försörjningskedjan
När globala varumärken övergår till cirkulära ekonomier, förändrar internationella ESG-krav riktmärken för B2B-upphandling. Det industriella tillverkningsekosystemet rör sig snabbt mot Biobaserad TPU and PCR (Post-Consumer Recycled) Elastomers .
Moderna biobaserade TPU:er ersätter traditionella petroleumbaserade polyoler med växtbaserade alternativ (som majsstärkelse eller ricinolja), vilket minskar koldioxidavtrycken med upp till 40 %.
Verkligheten i bearbetningsfönstret
Ingenjörer och inköpsagenter måste notera att biobaserade och återvunna TPU:er har betydande smalare bearbetningsfönster än fossilbränslen. Biopolymerer uppvisar högre termisk känslighet och lägre skjuvtolerans. Att anpassa ditt verkstadsgolv till dessa gröna material kräver uppgradering till exakta gjutmaskiner med sluten slinga, prioritering av avancerade torkningsinställningar och användning av optimerad verktygsstruktur för att förbli konkurrenskraftig i den gröna leveranskedjan.

