
Sammanfattning
Flamskyddande (FR) polymerkvaliteter specificeras för fordons-, elektronik-, el- och konstruktionstillämpningar - men de introducerar bearbetningsutmaningar och verktygsrisker som standardkvaliteter inte gör. FR-tillsatser smalnar av processfönster, ökar korrosiviteten för att forma stål, påverkar ytfinishen och komplicerar återvinningsflöden. Den här guiden täcker UL94-klassificeringssystemet i detalj, förklarar hur varje större FR-kemi interagerar med formsprutningsutrustning och verktyg, och ger praktiska specifikationer för formdesign och val av stål vid körning av FR-material.
1. Varför flamskydd är viktigt vid formsprutning
Plast brinner. De flesta tekniska termoplaster – ABS, PP, PA, PC – är i sig brännbara, med begränsande syreindex (LOI) på 17–28 %. I applikationer där det finns risk för antändning - elektriska kapslingar, batterihus för elbilar, konsumentelektronik, flygplansinredningar, byggnadspaneler - kan omodifierade polymerer inte uppfylla brandsäkerhetsbestämmelserna.
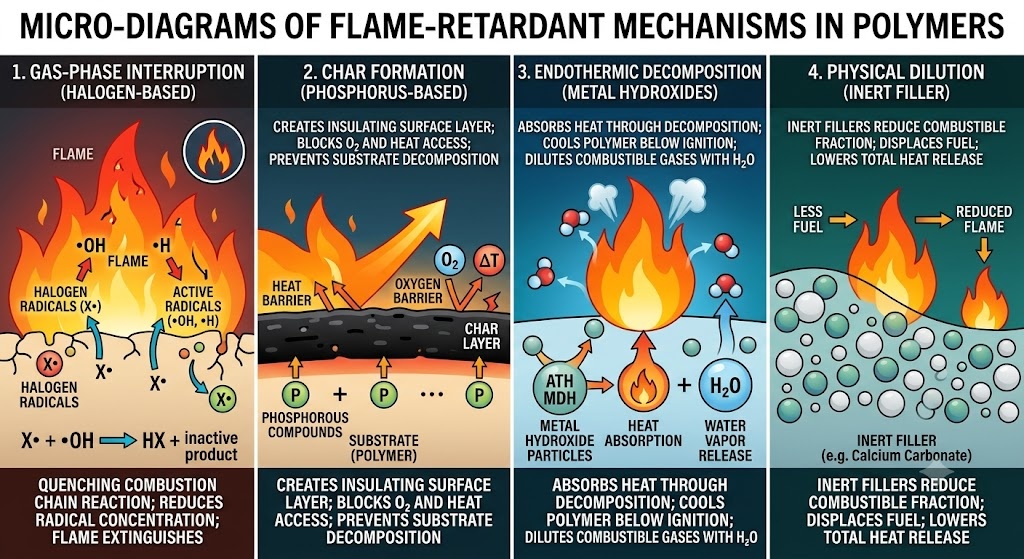
Flamskyddsmedel åtgärdar detta genom en eller flera mekanismer:
- Gasfasavbrott — FR-radikaler släcker förbränningskedjereaktionen i flamzonen (halogenbaserade system)
- Rödingbildning — FR-kemi främjar ett kolhaltigt ytskikt som isolerar substratet från lågan (fosforbaserade, svällande system)
- Endotermisk nedbrytning — FR-tillsats absorberar värme genom sönderdelning, kyler substratet under antändningstemperatur (metallhydroxider: ATH, MDH)
- Fysisk utspädning — inert fyllmedel minskar den brännbara andelen av föreningen
Utmaningen för formsprutaren är att dessa mekanismer aktiveras av värme - samma stimulans som driver gjutningsprocessen. FR-tillsatser som är tillräckligt termiskt stabila för att överleva fatet, men tillräckligt reaktiva för att fungera i en brand, representerar ett smalt tekniskt fönster med direkta konsekvenser för bearbetning och verktyg.
2. UL94-klassificeringssystemet: vad klassificeringarna faktiskt betyder
UL94 (Standard för tester för antändlighet av plastmaterial för delar i enheter och apparater) är den primära globala referensen för klassificering av brandfarlighet i plast. Att förstå vad varje betyg kräver – och inte kräver – är avgörande för korrekt specifikation.
2.1 Översikt över testmetod
UL94-tester utförs på gjutna prover, inte på råmaterial. Provets geometri spelar roll: standarden specificerar tjocklekskategorier (vanligtvis 0,8 mm, 1,6 mm, 3,2 mm), och betygen är tjockleksberoende. Ett material med klassificeringen V-0 vid 3,2 mm får endast uppnå V-2 vid 0,8 mm.
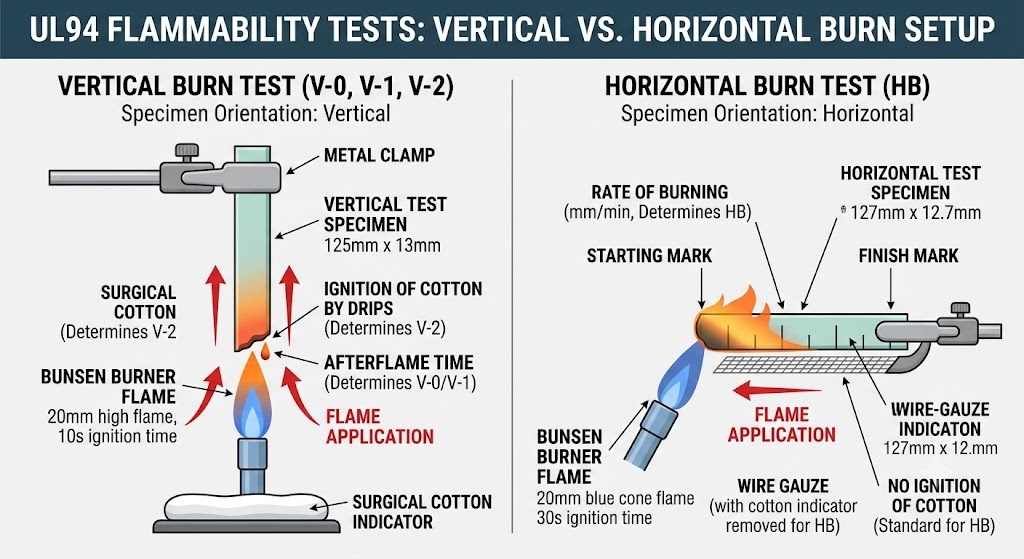
De två primära testserierna:
Vertikala bränntest (V-0, V-1, V-2, 5VA, 5VB): Ett 125 mm × 13 mm prov hålls vertikalt och exponeras för en definierad låga i två 10-sekundersintervaller. Droppning, efterflammningstid och antändning av en bomullsindikator under provet bestämmer betyget.
Horisontellt bränntest (HB): Ett 127 mm × 12,7 mm prov hålls horisontellt. Detta är den lägsta klassificeringen - de flesta råvarupolymerer utan FR-behandling uppnår HB i tillräcklig tjocklek.
2.2 Klassificeringskriterier
| Betyg | Afterflame ≤ (varje applicering) | Total efterflamma ≤ (5 exemplar) | Droppande antänder bomull? | Efterglöd ≤ | Anteckningar |
|---|---|---|---|---|---|
| V-0 | 10 sek | 50 sek | Nej | 30 sek | Mest stränga vertikala |
| V-1 | 30 sek | 250 sek | Nej | 60 sek | Mid-tier vertikal |
| V-2 | 30 sek | 250 sek | Ja tillåtet | 60 sek | Droppning tillåtet |
| 5VA | — | — | Nej | — | Nej burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Nej | — | Genombränning på plack tillåten; strängare än V-1 |
| HB | Bränns ≤ 76 mm/min (>3 mm) eller släcks | — | N/A | — | Lägsta; de flesta råvaruplaster |
2.3 Betyg i praktiken: Vad regulatorer och OEM-tillverkare faktiskt anger
| Ansökan | Minsta UL94-krav | Anteckningar |
|---|---|---|
| Konsumentelektronikhöljen (IEC 62368-1) | V-1 eller V-0 | Beror på väggtjocklek och intern värmekälla |
| EV-batterihus och BMS-kapslingar | V-0 vid ≤1,6 mm | Ofta förstärkt av OEM-specifika termiska krav |
| Elektriska kontakter för bilar (USCAR-2) | V-0 vid ≤0,8 mm | Mycket tunn vägg — begränsar materialalternativen avsevärt |
| Hushållsapparater (IEC 60335) | V-1 eller V-0 | Category-dependent |
| Industriella elektriska kapslingar (IEC 61439) | V-0 eller 5VA | 5VA specificeras alltmer för stora kapslingar |
| Flygplans interiörkomponenter (FAR 25.853) | Nejt UL94 — uses OSU heat release and vertical bunsen tests | UL94 är otillräckligt för flyg |
| Byggnad och konstruktion (EN 13501) | Euroklass B–E-system, inte UL94 | Helt annan teststandard |
Kritisk punkt: UL94-klassificeringar rapporteras av leverantörer för specifika färger, tjocklekar och particertifieringar. Ett svart PC/ABS-hölje som uppnår V-0 garanterar inte V-0 i vitt eller naturligt – FR-tillsatsinteraktion med pigmentsystem påverkar prestandan, och det gula UL94-kortet visar godkända färger uttryckligen.
3. Stora FR-kemifamiljer och deras bearbetningsprofiler
3.1 Halogenerade flamskyddsmedel (bromerade/klorerade)
Mekanism: Halogenradikaler avbryter förbränningskedjereaktionen i gasfasen. Mycket effektiv vid låga belastningsnivåer (5–15 phr), vilket möjliggör V-0 med minimal påverkan på mekaniska egenskaper.
Vanliga system:
- Dekabromodifenyletan (DBDPE) antimontrioxidsynergist - ABS, höfter, PA
- Tetrabromobisfenol A (TBBPA) oligomerer — PC/ABS-blandningar
- Klorerade paraffiner — billigare råvaruapplikationer
Bearbetningsbeteende:
- Termiskt stabil till 280–300°C i de flesta formuleringar - kompatibel med ABS, PA66, PC-behandlingstemperaturer
- Över 300°C accelererar HBr/HCl-gasgenereringen kraftigt — Överskridanden av fattemperaturen orsakar utsläpp av frätande gas
- Rensning med en neutral bärare (HDPE eller PP) är obligatorisk vid avstängning - instängt bromerat material bryter ner och angriper trum- och skruvytor
- Frätande mot standardverktygsstål: HBr och HCl genererade vid valfri processavvikelseattack P20 och H13. Inte allvarlig under normala förhållanden men kumulativ över produktion i hög volym
Verktygskonsekvenser:
- Standard P20 hålstål acceptabelt för välkontrollerade processer
- Plätering (hård krom eller strömlöst nickel) rekommenderas för stora volymer eller andra processer som löper nära den övre temperaturgränsen
- Rensningsprotokoll måste dokumenteras i processinstruktioner – blixtinducerade bränningsepisoder orsakar lokaliserade korrosionsgropar vid portar och ventiler
Lagstadgad status: REACH SVHC-listan innehåller flera bromerade FR-föreningar. RoHS-direktivet begränsar PBB och PBDE. DBDPE är för närvarande obegränsat i EU och USA men föremål för pågående granskning. Ange endast REACH/RoHS-kompatibla kvaliteter – verifiera leverantörsdeklarationen årligen.
3.2 Fosforbaserade flamskyddsmedel (halogenfria)
Mekanism: Främjar bildning av kolskikt på polymerytan, blockerar fysiskt syretillgången och isolerar substratet. Vissa fosforsystem har också gasfasaktivitet.
Vanliga system:
- Resorcinolbis(difenylfosfat) (RDP) — PC/ABS-blandningar (primärt system för halogenfri V-0 PC/ABS)
- Aluminiumdietylfosfinat (AlPi, Clariant Exolit® OP-serien) — PA6, PA66, PBT
- Melaminpolyfosfat (MPP) — PA6, PA66
- Röd fosfor — PA, PBT (används sällan nu på grund av hanteringsrisker)
Bearbetningsbeteende:
- RDP i PC/ABS: minskar smältviskositeten (fungerar som mjukgörare vid bearbetningstemperatur) → ökar risken för blixt , minskar klämkraftsmarginalen
- AlPi i PA-kvaliteter: termiskt stabil till 320°C, minimal viskositetseffekt — det mest processvänliga FR-systemet som finns tillgängligt för närvarande
- MPP i PA: måttlig stabilitet; över 290°C, orsakar ammoniak- och melaminånga ytblåsor och silverstrimmor — håll smälttemperaturen vid den nedre delen av PA-området
- Alla fosforsystem: fuktupptag i lagring försämrar prestandan och orsakar spridning/silverstrimmor — torkningsspecifikationerna är strängare än ofyllda kvaliteter
Torkningskrav (fosfor FR-kvaliteter):
| Baspolymer | Torkning av standardkvalitet | FR Grade Torkning | Ytterligare anmärkningar |
|---|---|---|---|
| PA6 | 80°C / 4 timmar | 85°C / 6–8 timmar | MPP-kvaliteter är särskilt fuktkänsliga |
| PA66 | 85°C/4 timmar | 90°C / 6–8 timmar | AlPi betyg mer förlåtande |
| PBT | 120°C / 4 timmar | 130°C / 5–6 timmar | FR PBT mycket fuktkänslig |
| PC/ABS | 90°C / 3–4 timmar | 95°C / 4–6 timmar | RDP migrerar vid lagring — använd omedelbart efter öppning |
Verktygskonsekvenser:
- RDP-migrering: I PC/ABS med RDP kan fosfatestern migrera till delytan och till formhålan med tiden. Detta orsakar:
- Ansamling av mögel på kavitetsytor (vita eller gula rester) som kräver rengöring var 50 000–150 000 skott beroende på körförhållanden
- Reduktion av ytglans på delen om mögel inte rengörs — kritiskt för klass A-ytor
- Rostfritt stål (S136) eller hårdkromad P20 minskar vidhäftningen av avlagringar och förenklar rengöring
- AlPi-kvaliteter i PA är det mest verktygsvänliga FR-systemet - minimal avlagring, minimal korrosion
3.3 Kvävebaserade flamskyddsmedel (melaminsystem)
Mekanism: Primärt gasfasutspädning genom kväveutsläpp; visst främjande av röding i kombination med fosfor (svällande system).
Vanliga system:
- Melamincyanurat (MC) — PA6, PA66 (V-2 uppnåbar, V-0 svår utan synergist)
- Melaminpolyfosfat (MPP) — PA6, PA66 (V-0 achievable in combination)
- Svällande system (APP pentaerytritolmelamin) — PP, PE (främst för halogenfria kabel- och filmtillämpningar)
Bearbetningsbeteende:
- MC i PA: sönderdelas vid 320°C och frigör isocyansyra och melaminånga — hård övre gräns för smälttemperatur på 290°C för PA66/MC-föreningar
- Sublimering av melamin vid formhålans yta bildar vita pulveravlagringar - kräver frekvent rengöring av hålrummet
- Svällande PP-system: mycket skjuvkänsliga; höga insprutningshastigheter orsakar separation av FR-komponenter och ränder
Verktygskonsekvenser:
- Sublimatavlagringar av melamin är det mest aggressiva mögelföroreningsproblemet i kategorin FR-klass
- Förkromade eller PVD-belagda håligheter minskar dramatiskt avlagringsvidhäftningen - underhållsintervall 2–3 gånger längre än obestruket
- Ventilationsblockering från avlagringar är en betydande risk – ventilationsöppningar måste utformas för åtkomlighet och rengöras enligt ett definierat schema (vanligtvis var 30 000–80 000 skott)

3.4 Flamskyddsmedel för metallhydroxid (ATH, MDH)
Mekanism: Endotermisk nedbrytning frigör vattenånga, kyler substratet och späder ut brännbara gaser. Ingen halogen, ingen fosfor, inget kväve - den renaste kemin ur bearbetningsbiproduktsynpunkt.
Vanliga system:
- Aluminiumtrihydrat (ATH) — sönderdelas vid 180–200°C; begränsar användningen till polymerer bearbetade under 200°C (EVA, LDPE, PVC)
- Magnesiumdihydroxid (MDH, brucit) — sönderdelas vid 300–320°C; utökar tillämpbarheten till PP, PA6
Bearbetningsbeteende:
- Mycket hög belastning krävs (40–65 viktprocent) för att uppnå V-0 — ökar blandningens densitet dramatiskt och minskar mekaniska egenskaper
- Hög fyllmedelsbelastning ökar smältviskositeten avsevärt - högre insprutningstryck krävs, längre fyllningstider
- Slipmedel till skruvar, tunnor och formhåligheter — slitagehastigheten är hög , liknande glasfyllda kvaliteter
- MDH/ATH-föreningar har mycket låg LOI-förbättringseffektivitet per belastningsenhet jämfört med halogen/fosforsystem - används sällan där V-0 vid tunn vägg krävs
Verktygskonsekvenser:
- Behandla som likvärdig med GF30–GF40 för slitageändamål
- Härdade grindinsatser (≥52 HRC) obligatoriska
- Löpare och grinddesign måste minimera skjuvning (större diametrar än ofylld motsvarighet) för att förhindra agglomerering av fyllmedel och grinderosion
- Kavitetsstål: H13 eller motsvarande härdat verktygsstål — P20 är marginell för ATH/MDH-produktion i hög volym
4. Bearbetningsparameterjusteringar för FR-betyg
Tabell: Processfönsterjusteringar kontra baspolymer
| Parameter | Riktning | Storlek | Motivering |
|---|---|---|---|
| Smälttemperatur | Lägre | 5–20°C under standard | Förhindra FR termisk nedbrytning |
| Tunnans uppehållstid | Minimera | Design för <5 min max | Nedbrytningen är tids × temperaturberoende |
| Insprutningshastighet | Minska | 10–20 % | Minska skjuvningsinducerad nedbrytning; minska risken för blixt (RDP) |
| Mottryck | Minska | 10–20 % below standard | Minska skjuvvärmegenereringen |
| Skruvhastighet | Minska | 10–15 % RPM | Samma motivering |
| Rensningsprotokoll | Obligatorisk | Per avstängning varje gång | Förhindra korrosiv nedbrytning mellan körningarna |
| Torkning | Öka temp och tid | See Table in Section 3.2 | FR kvaliteter mer fuktkänsliga |
| Formtemperatur | Lägre end of range | Där det är möjligt | Minska avlagringar (melaminsystem) |
| Varm löpartemperatur | Minsta lönsamhet | Så lågt som fyllningen tillåter | Mest kritiska zonen för FR-nedbrytning |
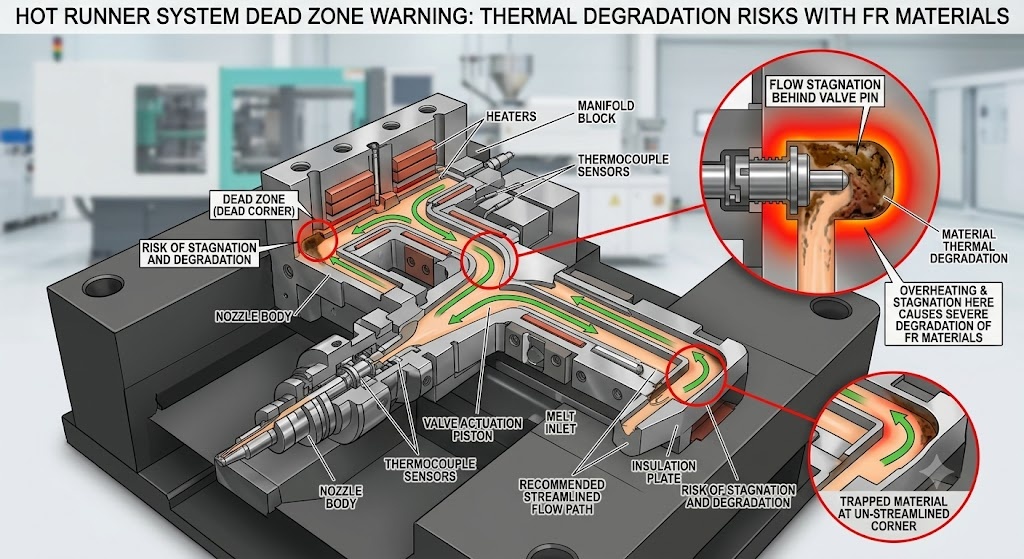
Hot Runner-överväganden
Heta löpare är den högsta riskzonen för nedbrytning av FR-material. Grenröret och munstycksspetsarna håller smältan vid temperatur kontinuerligt - och i döda zoner (bakom ventilstammar, i dåligt utformade grenrörsböjar) kan uppehållstiden vara 30–60 minuter. Detta är tillräckligt för att försämra de flesta FR-system.
Obligatoriska designkrav för varmlöpare för FR-klasser:
- Fullständig strömlinjeformning (inga döda hörn) grenrörsgeometri — specificera till leverantören av varma löpare
- Minsta grenrörsvolym överensstämmer med fyllningskraven – överdimensionerade grenrör ökar uppehållstiden
- Oberoende zontemperaturkontroll per munstycke — tillåter exakt minimitemperaturhantering
- Ventilport föredras framför öppen port — tillåter positiv avstängning under produktionsstopp
- Temperatursänkning vid avstängning: sänk till 150–170°C omedelbart vid varje produktionspaus >5 minuter
5. Val av formstål och ytbehandling
Tabell: Rekommenderat formstål av FR Chemistry
| FR System | Baspolymer | Kavitetsstål | Kärnstål | Portinsats | Ytbehandling | Anteckningar |
|---|---|---|---|---|---|---|
| Bromerad (DBDPE) | ABS, HIPS | P20 eller S136 | P20 | H13 härdad | Hårdkrom eller EN-plätering | Plätering kritisk för hög volym |
| RDP (fosfatester) | PC/ABS | S136 föredras | P20 | S136 | PVD- eller EN-plätering | Avlagringsvidhäftningen lägst på S136 |
| AlPi (aluminiumfosfinat) | PA, PBT | P20 eller H13 | P20 | H13 | Valfri krom | Det mest verktygsvänliga FR-systemet |
| Melamin (MC, MPP) | PA6, PA66 | P20 krom eller S136 | P20 | H13 | Hård krom obligatorisk | Sublimera avlagringar allvarliga utan beläggning |
| ATH/MDH (metallhydroxid) | PP, PA, EVA | H13 härdad | H13 | H13 eller karbid | Chrome eller PVD | Behandla som slipmedelsmassa |
| Inneboende (PPS, KIT) | PPS, PEEK | S136 eller 420SS | S136 | S136 | Valfritt | Frätande vid smälttemperatur; korrosionsrisk för basstål |
Jämförelse av ytbehandlingsprestanda för FR-applikationer
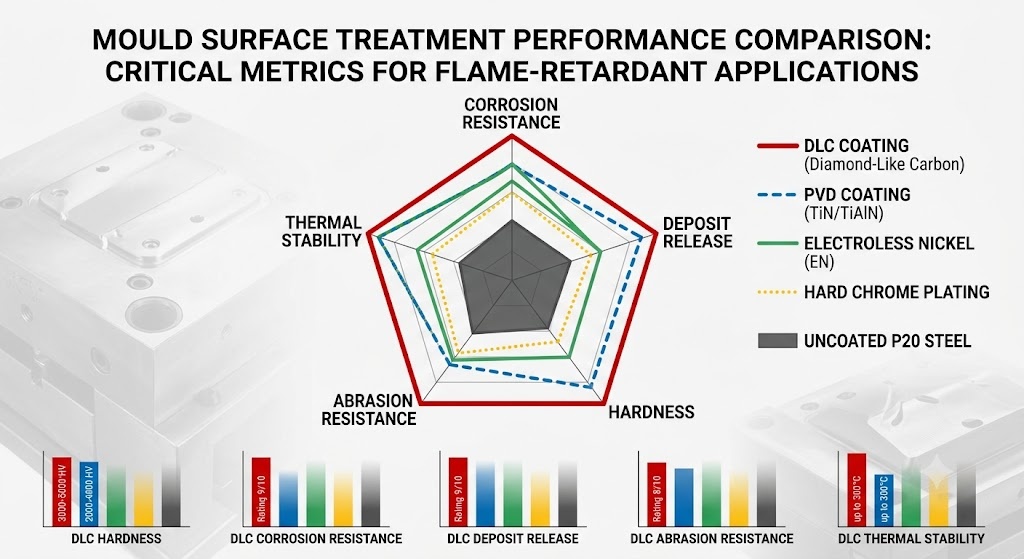
| Behandling | Korrosionsbeständighet | Frisläppande av insättning | Hårdhet (HV) | Max Temp | Kostnad Premium |
|---|---|---|---|---|---|
| Hårdkromplätering | Bra | Måttlig | 900–1100 | 400°C | 15–25 % |
| Elektrolöst nickel (EN) | Utmärkt | Bra | 500–700 | 260°C | 10–20 % |
| PVD (TiN, TiAlN) | Bra | Bra–Excellent | 2000–3300 | 400–600°C | 20–35 % |
| DLC (diamantliknande kol) | Utmärkt | Utmärkt | 3000–5000 | 300°C | 30–50 % |
| Obelagd P20 | Stackars | Stackars | 300–350 | — | Baslinje |
DLC-beläggning ger den bästa avsättningsfrigöringsprestandan för FR-kvaliteter i melaminsystem - särskilt värdefullt för högvolymproduktion av PC/ABS och PA-kapslingar där stilleståndstiden för rengöring av hålrum är betydande.
6. Ventilationsdesign för FR-klasser
Flamskyddande föreningar genererar mer utgas än ofyllda kvaliteter - sönderdelningsbiprodukter, fukt från metallhydroxider och flyktiga tillsatser skapar alla gas som måste evakueras från kaviteten. Otillräcklig ventilation orsakar:
- Dieseleffekt bränner vid sista fyllningsplatser - kolavlagringar som ofta feldiagnostiseras som gate blush eller materialförsämring
- Korta skott från gasmottryck i tjocka sektioner
- Ytblåsor från instängd fukt eller flyktiga FR-komponenter
Ventilationsdjupsrekommendationer för FR-betyg
| Material / FR System | Ventilationsdjup (land, mm) | Ventilbredd (mm) | Ventilationsavlastningsdjup (mm) | Rengöringsintervall |
|---|---|---|---|---|
| ABS / bromerad FR | 0,012–0,018 | 5–8 | 0.5 | Var 100 000 skott |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | Var 80 000 skott |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | Var 120 000 skott |
| PA6 / melamin | 0,008–0,012 | 4–6 | 0.3 | Var 30 000–50 000 skott |
| PP / ATH svällande | 0,015–0,020 | 6–10 | 0.5 | Var 80 000 skott |
| PPS (inneboende FR) | 0,005–0,008 | 3–5 | 0.2 | Var 150 000 skott |
Melaminbaserade FR-föreningar har det mest aggressiva ventilföroreningsbeteendet. En produktionsform som kör PA6/MC som inte rengörs enligt schemat kommer att ha blockerade ventiler inom 50 000 skott - vilket leder till bränning, korta skott och avvisande av delar.
Designrekommendation: För FR-kvaliteter med hög utgasningstendens (melamin, svällande system), designa ventiler som utbytbara insatser där det är möjligt. Detta tillåter ventilrengöring offline medan formen fortsätter att köras med ett rent reservset.
7. Kvalitets- och efterlevnadsöverväganden
7.1 Verifiering av UL94 gult kort
UL94-betyget tryckt på ett materialdatablad är en leverantörs marknadsföringspåstående. Den auktoritativa källan är UL Product iQ-databas (tidigare Yellow Card) . Innan du anger ett FR-material för en UL94-reglerad applikation, verifiera:
- Det exakta betyget och partiet matchar ett aktuellt gult kort
- Betyget gäller väggtjockleken på din del — många material tappar en klass vid tunnare väggar
- Färgen är listad — pigmentsystem påverkar FR-prestandan
- Certifikatets utgångsdatum är aktuellt - UL genomför periodiska omtester och betyg kan dras in
7.2 Färgpåverkan på FR-prestanda
Pigmentsystem interagerar med FR-tillsatser på sätt som kan minska prestandan med en hel UL94-klass. Kolsvart (används i svarta föreningar) förbättrar generellt FR-prestandan – det främjar kolbildning. Vita pigment (TiO₂) är neutrala till milt negativa. Organiska pigment (särskilt gula och röda azopigment) kan störa fosfor FR-system.
Regel: Kvalificera alltid FR-prestanda på produktionsfärgen, inte endast naturliga eller svarta referensdata. Om en kund kräver V-0 i flera färger, skaffa UL Yellow Card-verifiering för varje färg separat.
7.3 Weld Line och Knit Line FR Performance
Svetslinjeområdet för en formsprutad FR-del uppvisar typiskt reducerad flamskyddsförmåga jämfört med bulken. I svetszonen ligger glasfibrerna parallellt med flödesfronten, och FR-tillsatsfördelningen kan vara ojämn. Testning bör inkludera prover utskurna från svetslinjeområden för tillämpningar med kritiska brandsäkerhetskrav.
7.4 Omslipning och återvinning
FR-tillsatser – särskilt halogenerade system – komplicerar återvinningsbarheten vid uttjänt livslängd. Omslipning inom processen (inlopp, kanaler, kasserade delar) från bromerade FR-föreningar kräver:
- Maximalt omslipningsförhållande: 10–15 viktprocent — högre förhållanden försämrar FR-prestanda och ökar gasgenereringen
- Återmalning får inte blandas mellan FR-kemifamiljer – bromerad omslipning som förorenar halogenfria föreningar skapar osäkerhet om överensstämmelse
- Dokumentera omslipningsförhållande i processregister för spårbarhet
8. Felsökning: Vanliga FR-klassade defekter och grundorsaker
| Defekt | Trolig FR-relaterad orsak | Korrigerande åtgärd |
|---|---|---|
| Silverstrimmor/splay | Fukt i FR-förening; flyktig FR-sönderdelning | Öka torktiden/tempen; minska smälttemperaturen; kontrollera materiallagring |
| Gul/brun missfärgning vid grind | FR termisk sönderdelning vid varmlöparmunstycke | Minska munstyckstemperaturen; minimera uppehållstiden; rensa oftare |
| Vita avlagringar på kavitets yta | Melaminsublimering (MC/MPP-system) eller RDP-migrering | Rengör håligheten med lämpligt lösningsmedel; öka rengöringsfrekvensen; överväg DLC-beläggning |
| Bränns vid sista påfyllningsplatsen | Otillräcklig ventilation; utgas från FR-sönderdelning | Lägg till eller fördjupa ventiler vid brännplatsen; minska insprutningshastigheten |
| Flash (nystart) | RDP fungerar som mjukgörare som minskar viskositeten | Minska smälttemperaturen; kontrollera material MFI vs. föregående parti; minska insprutningshastigheten |
| Reducerad glans | Mögelavlagringar från FR-migrering | Rengör håligheten; applicera PVD- eller DLC-beläggning |
| Korta skott (previously stable tool) | Blockerade ventiler från FR-avlagringar | Rengör ventilerna omedelbart; implementera planerat ventilationsunderhåll |
| Delaminering / skiktseparering | Inkompatibel återslipningskontamination; fukt | Eliminera återslipningskontamination; verifiera torkning; kontrollera particertifiering |
| UL94 testfel på produktionsdelar | Färgförändring utan omkvalificering; omslipa över-kvot; vägg tunnare än certifierad | Återkvalificera färg; minska omslipning; verifiera väggtjockleken vid tunna sektioner |
9. Slutsats
Flamskyddande formsprutningskvaliteter presenterar en unik kombination av processkänslighet, verktygs aggressivitet och efterlevnadskomplexitet som standardtekniska termoplaster inte gör. Konsekvenserna av felaktig hantering av FR-material sträcker sig utöver delkvaliteten - nedbrutna FR-föreningar kan fräta på skruvar och tunnor, blockera ventiler, avsätta på håligheter och i värsta fall generera giftig gas i processmiljön.
Vägen till pålitlig produktion av FR-kvalitet är systematisk: välj rätt FR-kemi för applikationstemperaturen och regulatoriska krav, specificera formstål och ytbehandlingar som är lämpliga för den kemin, implementera strängare torknings- och processkontroller och upprätta förebyggande underhållsscheman som tar hänsyn till FR-blandningarnas accelererade nedsmutsning och slitage. Att konstruera dessa faktorer i konstruktionsstadiet kostar en bråkdel av vad det kostar att korrigera dem i produktionen.
Relaterade artiklar:
- EV-batterihus formsprutning: PA66 GF50 vs. PPS GF40 — Tekniska avvägningar
- Topp 8 formsprutningsmaterial för 2026
- Urvalsguide för högprecisionsformsprutningsstål
- Mögel som blinkar i formsprutning: orsaker, förebyggande och eliminering
- Att uppnå optimal ytfinish i formsprutning av plast
IMTEC mögel | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kina | [email protected] | 86 153 5648 7586

