
Introduktion: Mer än bara en "soft touch"
Tänk på när du senast köpte ett elverktyg av hög kvalitet eller en förstklassig tandborste. Du kände förmodligen en hård, robust plaststruktur under, men din hand vilade på en mjuk, greppvänlig gummiyta. Det kändes inte som två separata delar limmade ihop; det kändes som ett enda, enhetligt objekt.
Det är kraften i övergjutning .
I en värld av specialtillverkning tvingas vi ofta välja mellan hållbarhet och komfort, eller mellan funktionalitet och estetik. Övergjutning tar bort det valet. Det gör det möjligt för designers att kombinera flera material till en enda del, och kombinerar den strukturella integriteten hos en styv plast med de taktila fördelarna med en mjuk elastomer.
Men övergjutning handlar inte bara om att få saker att kännas trevliga. För ingenjörer och B2B-köpare representerar det ett strategiskt tillverkningsbeslut som kan förenkla monteringslinjer, täta ut fukt och absorbera vibrationer – ofta samtidigt som de totala produktionskostnaderna sänks.
Vad är Övergjutning?
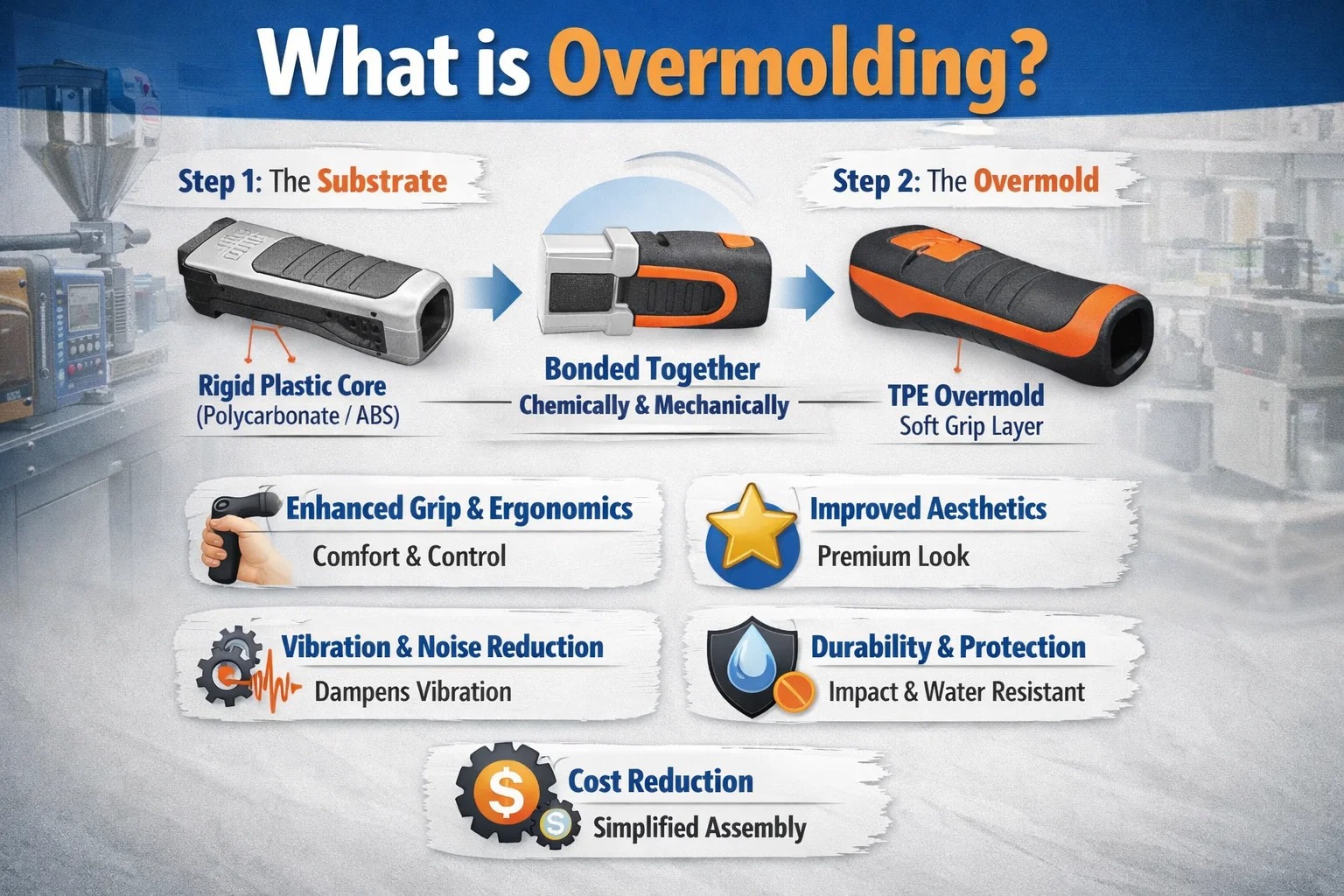
I sin kärna är övergjutning en formsprutningsprocess där ett material (vanligtvis ett mjukt gummi eller termoplastisk elastomer) gjuts direkt på ett andra material (vanligtvis en styv plast).
Det är bra att tänka på det som ett tvåstegsförhållande:
- Substratet: Detta är basdelen. Det är vanligtvis en styv plast som polykarbonat eller ABS som ger "skelettet" eller strukturen.
- Överformen: Detta är materialet gjutet över substratet. Den fungerar som "huden" och ger grepp, färg eller skydd.
Till skillnad från enkel montering där du kan skruva en gummistötfångare på en plastlåda, skapar övergjutning en permanent bindning. Denna bindning uppnås antingen kemiskt (materialen smälter samman på molekylär nivå) eller mekaniskt (överformen flyter in i underskärningar och hål i substratet för att låsa sig själv).
Fördelarna med övergjutning
Varför gå igenom besväret med att designa en två-shot form eller hantera två olika material? Eftersom utdelningen i produktvärde är enorm. Här är anledningen till att tillverkare väljer övergjutning för sina anpassade delar:
1. Förbättrat grepp och ergonomi
Detta är den mest synliga fördelen. Om du designar en handhållen enhet – oavsett om det är ett kirurgiskt instrument eller en streckkodsläsare – är användartrötthet ett verkligt problem. Ett styvt plasthandtag blir halt när det är blött eller svettigt. Övergjutning av ett TPE-skikt (termoplastisk elastomer) ger friktion och mjukhet, vilket gör produkten säkrare och bekvämare att hålla under långa perioder.
2. Förbättrad estetik och varumärke
Låt oss vara ärliga: utseendet betyder något. En vanlig grå plasthölje ser funktionell ut, men den skriker inte "premium". Overmolding låter dig använda kontrasterande färger och texturer. Du kan lägga till en ljusorange gummistötfångare till ett svart hölje för att framhäva märkesfärger eller ange kontaktpunkter. Det ger produkten ett färdigt, high-end utseende som sticker ut på hyllan.
3. Vibration och brusreducering
I industriella tillämpningar eller bilinteriörer är skramlande delar ett tecken på låg kvalitet. Ett mjukt övergjutet lager kan fungera som en inbyggd stötdämpare. Den dämpar vibrationer från motorer och förhindrar plast-på-plast-ljud, vilket skyddar känslig intern elektronik från stötskador.
4. Ökad hållbarhet och skydd
Övergjutning skapar effektivt en tätning. Genom att gjuta ett mjukt material över knappar eller sömmar kan du göra en enhet vattentät eller dammtät utan att behöva separata o-ringar eller packningar. Det ger också slagtålighet; om en enhet tappas absorberar den mjuka överformen energin från stöten och skyddar den stela kärnan från att spricka.
5. Kostnadsminskning genom monteringsförenkling
Detta kan verka kontraintuitivt – kräver inte övergjutning dyrare verktyg? Till en början, ja. Men övergjutning eliminerar sekundära monteringssteg. Du behöver inte betala en arbetare för att limma ett grepp på ett handtag eller skruva i en packning. Genom att integrera dessa funktioner i själva formningsprocessen minskar du arbetskostnaderna, eliminerar behovet av lim (som är rörigt och kan misslyckas) och påskyndar den totala produktionstiden.
Där du kommer att se Overmolding
När du börjar leta efter övergjutning inser du att det finns överallt. Olika branscher använder det av väldigt olika anledningar, men målet är alltid att förbättra användarupplevelsen.
- Bilindustri: Allt handlar om "premiumkänsla" och brusreducering. Den där mjuka ratten på din instrumentbräda? Det är övergjutning. Det eliminerar det billiga, ihåliga ljudet av plast och ger ett taktilt grepp som känns lyxigt.
- Medicinsk utrustning: Här styr funktion över form. Kirurger behöver instrument som inte glider när de är våta. Dessutom eliminerar övergjutning sprickor där bakterier kan gömma sig, vilket gör sterilisering mycket enklare och effektivare.
- Konsumentelektronik: Tänk på ditt smartphonefodral eller en vattentät Bluetooth-högtalare. Övergjutning ger det stötskydd som behövs för att överleva ett fall och de tätningar som krävs för att hålla vatten ute.
- Industriella verktyg: Borrar och hammare tar stryk. Overmolding använder slagtåliga material för att skydda verktygets motorhus och minska vibrationsöverföringen till arbetarens hand, vilket förhindrar skador under långa arbetspass.
Övergjutningsmaterial: Bindningens kemi
Det är här gummit — bokstavligen — möter vägen.
Du kan designa en vacker del med perfekt geometri, men om du väljer material som inte är kemiskt kompatibla kommer överformen att lossna som ett klistermärke. Framgångsrik övergjutning är ett kemiexperiment. Du behöver underlaget (den stela delen) och överformen (den mjuka delen) för att vilja hålla ihop.
Här är de vanligaste spelarna i spelet:
1. Termoplaster (det vanligaste valet)
För de allra flesta anpassade delar kommer du att ha att göra med termoplastiska elastomerer (TPE) eller termoplastiska polyuretaner (TPU).
- TPE (termoplastisk elastomer): Det här är branschens arbetshäst. Den är mångsidig, lätt att färga och känns mjuk vid beröring. Den binder exceptionellt bra med vanliga plaster som polykarbonat (PC) och ABS. Om du gör ett tandborstegrepp eller ett mjukt handtag är TPE förmodligen din bästa insats.
- TPU (termoplastisk polyuretan): Om TPE är det "mjuka bekväma" valet är TPU den "tuffa killen". Den erbjuder otrolig motståndskraft mot nötning, repor och kemikalier. Du kommer ofta att se TPU som används på botten av elektronikfodral eller industriutrustning som dras över grova ytor.
- TPV (termoplastiskt vulkanisat): Detta material är närmare det faktiska gummit. Den har utmärkt värmebeständighet och väderbeständighet, vilket gör den perfekt för fordonsdelar under huven eller utomhustätningar.
2. Termohärdar (gummi och silikon)
Ibland räcker det inte med termoplaster. Du kan behöva den extrema värmebeständigheten eller biokompatibiliteten hos silikon (LSR) eller naturgummi.
- Flytande silikongummi (LSR): LSR är guldstandarden för medicinska implantat och högvärme köksredskap. Det är dock knepigt. Eftersom silikon härdar (tvärbinder) snarare än att bara smälter, vill det inte naturligt binda till många plaster. Övergjutning av silikon kräver vanligtvis specialiserade "självbindande" kvaliteter eller mekaniska förreglingar (hål och ankare) i designen för att hålla den på plats.
Hur man väljer rätt material
När våra kunder kommer till oss med ett projekt börjar vi med att ställa fyra frågor för att begränsa materiallistan:
1. Vad är substratet?
Detta är den mest kritiska begränsningen. Om din basdel är nylon behöver du en TPE speciellt framtagen för att binda med nylon. Om din basdel är polypropen behöver du en annan TPE. Vi säger ofta, "Gillar gillar." Polära material binder bäst till andra polära material.
2. Vad är miljön?
Kommer den här delen att användas i ett luftkonditionerat kontor, eller kommer den att skruvas fast i ett motorblock? Om den behöver tåla hög UV-exponering (utomhus) eller olja och fett (fordon) kan standard TPE försämras. I dessa fall kan du gå upp till TPV eller TPU.
3. Hur mjukt ska det kännas?
Vi mäter hårdhet med hjälp av Shore A skala.
- Shore 30A-40A: Mycket mjuk, gelliknande (som en gelsko-innersula).
- Shore 60A-70A: Fast men flexibel (som ett bildäck eller skohäl).
- Shore 90A: Svårt, knappt något att ge (som ett kundvagnshjul).
De flesta handtag sitter bekvämt i intervallet 50A–70A.
4. Friktion och haptik
Vill du att greppet ska kännas "klibbigt" (hög friktion) eller "silkeslent" (låg friktion)? Ett grepp med hög friktion är bra för en hammare, men fruktansvärt för en enhet som lätt behöver glida in i en ficka.
En anmärkning om bindningskompatibilitet
Om du inte tar något annat från det här avsnittet, kom ihåg detta: Kemisk vidhäftning är kung.
Även om vi kan designa mekaniska lås (mer om det i designavsnittet), skapar äkta kemisk bindning de starkaste delarna.
- Bästa vänner: ABS och polykarbonat binder generellt mycket bra till TPE och TPU.
- Svåra relationer: Nylon (PA) och POM (acetal) är notoriskt svåra att binda till. De kräver ofta specialiserade, dyrare kvaliteter av övergjutningsmaterial för att uppnå vidhäftning.
Övergjutningsprocessen: Två sätt att få jobbet gjort
När du bestämmer dig för att övergjuta en del måste du välja en tillverkningsmetod. Detta val beror vanligtvis på din budget och din produktionsvolym.
Det finns i allmänhet två sätt vi uppnår övergjutning:
1. Insatsgjutning (det flexibla valet)
Sätt in gjutning är den vanligaste metoden för lägre produktionsvolymer eller vid övergjutning på metalldelar.
Hur det fungerar:
- Substratet (den stela delen) gjuts först i en separat maskin.
- En arbetare (eller en robot) tar den färdiga stela delen och placerar den för hand i en andra mögelhålighet.
- Maskinen stängs och den mjuka TPE sprutas över den stela delen.
Fördelar: Lägre verktygskostnader (du använder standardmaskiner).
Nackdelar: Högre arbetskostnader (någon måste flytta delarna) och långsammare cykeltider.
2. Två-Shot (2K) gjutning (Höghastighetsvalet)
Om du gör miljontals tandborstar eller engångsrakhyvlar är det så här du gör det. Tvåskottsgjutning kräver en specialiserad maskin med två injektionsenheter.
Hur det fungerar:
- Maskinen injicerar den styva plasten för att bilda substratet.
- Formen skapar ett utrymme - vanligtvis genom att rotera 180 grader eller använda en glidande stålkärna - och injicerar omedelbart det andra materialet (TPE) i samma verktyg.
- Delen kommer ut helt färdig.
Fördelar: Otroligt snabb, exakt och jämn kvalitet. Ingen manuell hantering innebär mindre kontaminering.
Nackdelar: Verktyget är dyrt. Du betalar för en komplex, roterande form och en specialiserad maskin.
Designöverväganden: Hur man undviker en röra
Att designa för övergjutning är svårare än standard formsprutning. Du hanterar inte bara flödet av ett material; du hanterar interaktionen mellan två material med olika termiska egenskaper.
Här är de "gyllene regler" vi ger våra ingenjörskunder för att säkerställa att deras design är tillverkningsbar.
1. Väggtjocklek är avgörande
Precis som i standardgjutning är konsistens nyckeln. Om ditt TPE-skikt är för tjockt kommer det att krympa avsevärt när det svalnar. Eftersom det stela underlaget under kommer inte krympa lika mycket, detta gör att hela delen blir varp eller böjer sig.
- Regeln: Håll TPE-väggtjockleken enhetlig. Vi rekommenderar generellt en TPE-tjocklek mellan 0,5 mm och 3,0 mm . Allt tjockare inbjuder till sjunkmärken och skevheter.
2. Använd mekaniska förreglingar (metoden "Bälte och hängslen")
Även om dina material är kemiskt kompatibla rekommenderar vi alltid design mekaniska förreglingar . Detta är en fysisk funktion som fångar överformningsmaterialet så att det inte kan lossna.
Tänk på det som att knäppa en skjorta. Kemisk vidhäftning är tyget; spärren är knappen.
- Hål: Om du designar hål i underlaget, flyter TPE genom till andra sidan, i huvudsak "svampar" ut för att låsa in sig själv.
- Underskärningar: Skapa en laxstjärt eller spår i den stela delen som TPE rinner in i.
- Omfattning: Att bara linda TPE runt kanten av delen på baksidan skapar ett fysiskt ankare.
3. Hantera "avstängning"
"Avstängningen" är linjen från din sida där det mjuka materialet stannar och den hårda plasten börjar. Detta är den vanligaste platsen för defekter.
- Om stålverktyget inte trycker ner tillräckligt hårt på underlaget kommer högtrycks-TPE att spruta förbi linjen och skapa fula "blixtar".
- Designtips: Designa ett spår eller ett steg vid avstängningslinjen. Det skapar en skarp, ren övergång och hjälper stålverktyget att täta tätt mot plasten för att förhindra blixt.
4. Fjädra inte kanterna
Undvik att utforma TPE-skiktet så att det avsmalnar till noll tjocklek (en "fjäderkant"). Tunt gummi är svagt. Det kommer att flagna, krulla och riva nästan omedelbart.
- Fixen: Avsluta alltid TPE-skiktet abrupt i ett spår eller i jämnhöjd med en vägg. Ge materialet tillräcklig tjocklek (minst 0,5 mm) ända fram till kanten så att det har strukturell integritet.
Felsökning: När saker går fel
Även erfarna ingenjörer stöter på problem med övergjutning. Eftersom du brottas med två olika material och termisk dynamik är marginalen för fel mindre än i standardgjutning. Här är de tre vanligaste defekterna vi ser och hur man åtgärdar dem.
1. Delaminering (avskalning)
Symptomet: Den mjuka överformen skalar av det styva underlaget som ett klistermärke.
Orsaken: Detta är nästan alltid en kemisk inkompatibilitet eller ett "kallt substrat." Om den stela delen svalnar för mycket innan det mjuka materialet träffar den, bildas inte molekylbindningen.
Fixen:
- Kontrollera kompatibilitet: Försöker du binda TPE till nylon utan ett bindemedel?
- Förvärm substratet: Vid insatsformning förvärmer vi ofta de styva delarna i en ugn innan de placeras i formen. Detta hjälper de två materialen att smälta ihop bättre.
2. Flash (The Messy Edge)
Symptomet: Överskott av tunt material sprutar ut förbi den avsedda designlinjen.
Orsaken: TPE är ofta mycket flytande (låg viskositet). Om stålverktyget inte stänger av perfekt mot det styva underlaget kommer TPE att fly.
Fixen: Du behöver en "crush"-passform. Stålverktyget bör utformas för att trycka in i underlaget något (cirka 0,002 tum) för att skapa en tät tätning.
3. Korta skott
Symptomet: Formen fylls inte helt; delar av greppet saknas.
Orsaken: Instängd luft. När TPE flyter över substratet kan luft fångas i slutet av fyllningen, vilket hindrar materialet från att fullborda formen.
Fixen: Förbättra ventilationen i formen. Luften behöver ett sätt att fly så att plasten kan fylla tomrummet.
Kostnadsverkligheten: är övergjutning värt det?
Låt oss prata siffror. B2B-köpare tvekar ofta när de ser den första offerten för övergjutning.
Förskottsinvesteringen
Ja, övergjutning är dyrt i början.
- Verktyg: Du betalar i princip för två formar (eller en mycket komplex 2-shot form). Räkna med att verktygskostnaderna blir 50% till 100% högre än en vanlig single-shot form.
- Maskintid: Om du använder en 2-shot maskin är timpriset högre än en standardpress.
Långsiktiga besparingar
Men "klistermärket chocken" försvinner vanligtvis när du tittar på Total ägandekostnad .
- Zero Assembly Labor: Du eliminerar arbetskostnaden för att limma, skruva eller knäppa ihop delar.
- Inga lim: Du slutar köpa dyra industrilim och primers.
- Kvalitetskontroll: Du eliminerar risken för monteringsfel (t.ex. att en arbetare glömmer att installera en packning).
Domen: Om du producerar låga volymer (under 1 000 enheter) kan övergjutning vara överdrivet – håll dig till manuell montering. Men för högvolymproduktion (10 000 enheter) uppväger arbetsbesparingarna nästan alltid den högre verktygskostnaden.
Välja en övergjutningspartner
Inte varje formsprutningsverkstad kan hantera övergjutning. Det kräver specifik utrustning och djupare materialvetenskaplig kunskap. När du granskar en leverantör, leta efter dessa tre saker:
- Two-Shot Experience: Be om prover. Om de bara gör "insert molding" (handladdar delar), kan de kämpa med högvolymprecision.
- Materialexpertis: Fråga dem, "Vilken kvalitet av TPE rekommenderar du för limning till glasfylld nylon?" Om de inte kan svara på det omedelbart eller erbjuda sig att prata med sin materialleverantör, spring.
- Simuleringsprogramvara: Använder de Moldflow-analys? Simulering är avgörande vid övergjutning för att förutsäga hur det andra materialet kommer att flyta över det första utan att smälta om eller förvränga det.
Slutsats
Övergjutning är ett av de mest effektiva sätten att lyfta din produkt från "funktionell" till "marknadsledare". Det förvandlar ett enkelt plasthölje till en hållbar, ergonomisk och förstklassig enhet.
Även om designreglerna är strängare och den initiala verktygen är en investering, är vinsten – i produktprestanda, estetik och monteringsbesparingar – obestridlig.
Oavsett om du designar nästa generation av medicinsk utrustning eller robusta industriverktyg, ligger nyckeln till framgång i tidigt samarbete. Don’t wait until the design is frozen. Ta med din tillverkningspartner tidigt för att diskutera materialparning och avstängningsplatser, så säkerställer du ett band som varar livet ut.
Bonusresurs: The Overmolding Compatibility Matrix
Ingenjörer frågar oss ofta, "Kommer TPE att hålla fast vid detta?" Svaret är sällan ett enkelt ja eller nej – det beror på kemin.
Använd detta diagram som en snabbreferensguide. Vi har kategoriserat obligationerna i tre nivåer:
- Kemisk bindning: Materialen smälter ihop naturligt under formningen.
- Mekaniskt lås krävs: De fastnar inte kemiskt; du måste designa hål eller underskärningar för att fånga överformen.
- Inkompatibel: Dessa material kolliderar (t.ex. smälttemperaturerna är för olika) och bör inte användas tillsammans.
Vanliga materialparningar
| Substrat (styvt) | TPE (styren) | TPU (uretan) | TPV (vulkaniserat) | Silikon (LSR) |
|---|---|---|---|---|
| ABS | Utmärkt | Bra | Rättvist | Primers behövs |
| Polykarbonat (PC) | Utmärkt | Utmärkt | Rättvist | Primers behövs |
| Polypropen (PP) | Bra | Stackars | Utmärkt | Stackars |
| Nylon (PA6 / PA66) | Svårt * | Rättvist | Rättvist | Stackars |
| Polystyren (PS) | Bra | Stackars | Stackars | Stackars |
| POM (acetal) | Stackars | Stackars | Stackars | Stackars |
Tekniska pro-tips för detta diagram
1. "Nylonproblemet"
Du kommer att märka att Nylon (PA) är märkt som "Svårt". Detta är den vanligaste fällan för nya designers. Nylon är hygroskopiskt (absorberar fukt) och har hög värmebeständighet. Standard TPE kommer att lossna direkt.
- Lösningen: Du måste ange a modifierad TPE-kvalitet speciellt designad för nylonvidhäftning. Du måste också hålla nylonsubstratet varmt (ofta förvärmt det) så att TPE inte fryser i samma ögonblick som det nuddar ytan.
2. Regeln "Gilla Gillar Gillar".
Hemligheten med att läsa detta diagram är Polaritet .
- Polära material (ABS, PC, TPU) binder gärna ihop med andra Polar-material.
- Icke-polära material (PP, PE, Standard TPE) fäster gärna med andra icke-polära material.
- Att blanda dem (t.ex. TPU på polypropen) misslyckas vanligtvis utan kemisk modifiering.
3. Vid tvivel, Interlock
Även om du har betyget "Utmärkt" (som ABS TPE), rekommenderar vi fortfarande att du lägger till en liten mekanisk förregling om delen kommer att utsättas för kraftigt missbruk. Det kostar inget extra i designfasen men ger en försäkring mot delaminering i fält.
Final Call to Action (CTA)
Eftersom detta är en artikel för generering av potentiella kunder för B2B, är här ett förslag på avslutande CTA att placera efter diagrammet:
"Fortfarande osäker på om din materialkombination kommer att fungera?
Don’t guess with your mold budget. På IMTEC Mould har vi övergjutit tusentals anpassade delar. Skicka oss din 3D-fil eller materiallista idag, så kommer våra ingenjörer att utföra en gratis DFM-granskning (Design for Manufacturability) för att säkerställa att dina material binder sig perfekt – innan du skär stål."
Vanliga frågor om övergjutning
F: Vad är skillnaden mellan insatsgjutning och övergjutning?
A: Den största skillnaden är processen, inte resultatet. Sätt in list innebär att en förformad del (ofta metall eller en styv plast) placeras i en form manuellt innan det andra materialet injiceras. Overmolding (särskilt tvåskottsgjutning) är en kontinuerlig, automatiserad process där en maskin injicerar det första materialet och omedelbart injicerar det andra materialet i samma verktyg. Insatsgjutning är generellt sett bättre för låga volymer, medan tvåskottsövergjutning är bättre för massproduktion med stora volymer.
F: Varför lossnar min övergjutna del (delamineras)?
A: Peeling sker vanligtvis av en av tre anledningar:
- Kemisk inkompatibilitet: Du valde två material som inte binder naturligt (t.ex. TPU på polypropen).
- Kallt substrat: Om den första stela delen svalnar för mycket innan det andra materialet injiceras, smälter de inte ihop.
- Kontaminering: Om du sätter in gjutning, kommer damm eller olja på ytan av underlaget att förhindra vidhäftning.
F: Kan du övergjuta plast på metall?
A: Ja. Detta görs nästan alltid via Sätt in gjutning . Vanliga exempel inkluderar övergjutning av ett mjukt handtag på en metallnyckel eller gjutning av plastisolering runt elektriska kopparkontakter. Eftersom metall och plast inte binder kemiskt, du måste designa metalldelen med hål, räfflor eller spår så att plasten mekaniskt kan låsa fast på den.
F: Hur mycket kostar övergjutning jämfört med standardgjutning?
A: Räkna med att verktygskostnaderna blir 50% till 100% högre än en vanlig single-shot form eftersom verktyget är mer komplext. Men den styckpris (kostnaden per enhet) sjunker ofta eftersom man eliminerar arbetskostnaderna för manuell montering och lim. För produktion på över 10 000 enheter är övergjutning vanligtvis det mer kostnadseffektiva alternativet.
F: Vilken är den minsta väggtjockleken för det övergjutna lagret?
A: Vi rekommenderar en minsta tjocklek på 0,5 mm (0,020 tum) för det mjuka TPE-skiktet. Allt som är tunnare än detta tenderar att gå sönder under utkastning eller skalas upp i kanterna. För bästa "soft touch"-känsla utan att orsaka sjunkmärken är en tjocklek mellan 1,5 mm och 3,0 mm idealisk.

