
Verkligheten med fellermsprutning med låg volym: Överbrygga gapet
I tillverkningen träffar vi ofta en vägg. Du har vuxit ur de skakiga toleranserna för 3D-utskrift, men du är inte redo att släppa $50 000 på en härdad stålform som tar tre månader att bygga. Det är här Formsprutning med låg volym (LVIM) kliver in. Det är den "sweet spot" för hårdvaruteam som behöver riktiga delar, riktiga material och verklig hastighet – utan skulder på företagsnivå.
Vad pratar vi om egentligen?
Tänk på LVIM som massproduktionens smidiga kusin. Medan traditionell formning besatt av "miljontals cykler", är LVIM designad för 100 till 10 000 enheter räckvidd.
Den verkliga magin händer i verktygsbutiken. Istället för ansträngande veckor med att bearbeta härdat stål använder vi högkvalitativt aluminium eller förhärdade stållegeringar. Varför? Eftersom aluminium tappar värme snabbare och skär som smör. Detta flyttar konversationen från "Hur många månader?" till "Hur många dagar tills vi skickar?"
Varför bry sig om LVIM?
Ärligt talat, den största vinsten är inte bara den lägre prislappen – det är sinnesfriden.
- Marknadstestning utan risk: Föreställ dig att lansera en produkt, inse att knapparna känns "mosiga" och att behöva skrota ett verktyg för $60 000. Med gjutning med låg volym kan du svänga. Om marknaden vill ha en annan textur eller en liten justering i greppet, kommer inte din plånbok att skrika när du uppdaterar aluminiuminsatsen.
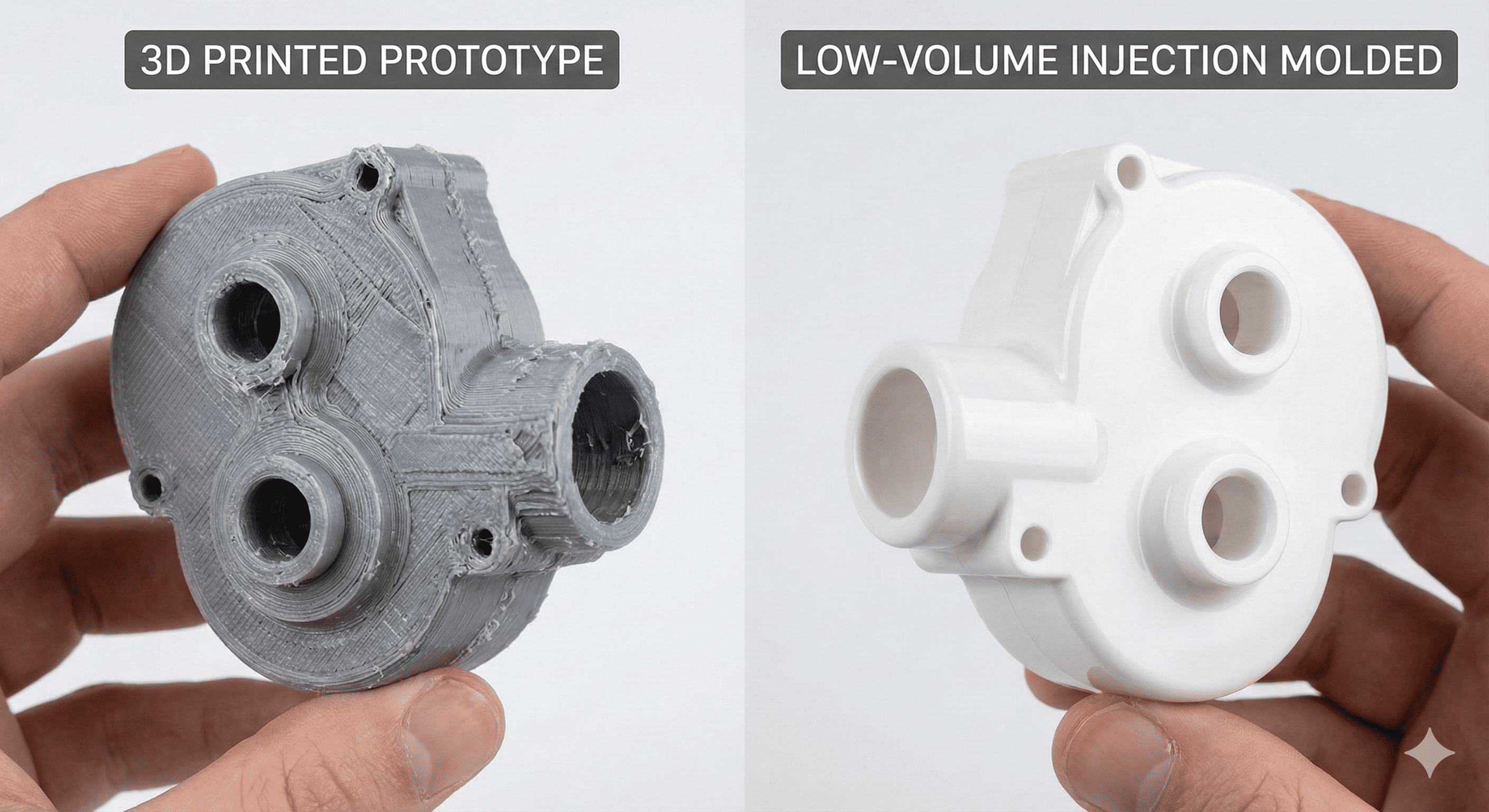
- Fördelen med "riktigt material": Låt oss vara ärliga, 3D-utskrifter känns som 3D-utskrifter. De är bra för visuella kontroller, men de beter sig inte som slutprodukten. LVIM använder den exakta termoplaster av produktionskvalitet (som ABS, PC eller Nylon) kommer dina kunder faktiskt att hålla. Du får snäpppassningarna, värmebeständigheten och ytfinishen hos en detaljhandelsprodukt från dag ett.
- Broverktyg: Medan din massiva "multi-cavity" stålform huggs in i en fabrik någonstans, pumpar ditt "bro"-verktyg av aluminium redan ut delar. Du är på marknaden, genererar intäkter och samlar feedback medan dina konkurrenter fortfarande tittar på CAD-filer.
Avvägningen
Det är dock inte bara solsken och snabba ledtider. Aluminiumverktyg är mjukare. De kommer inte att hålla i en miljon bilder, och du kanske måste offra några av de mest komplexa interna kylningslinjerna. Men för en startup eller ett FoU-team? Det är en avvägning som de flesta av oss skulle göra på ett ögonblick.
Det handlar om att bli "tillräckligt bra" för att bli "bra" i dina kunders ögon, så snabbt som mänskligt möjligt.
När man ska trycka på avtryckaren: Att välja rätt ögonblick för gjutning med låg volym
Det är lätt att fastna i tankesättet "låt oss bara 3D-skriva ut det", men det kommer en punkt där det slutar vara vettigt – både för din budget och ditt förstånd. LVIM är inte bara en medelväg; det är ett strategiskt drag. Så när ska man egentligen använda det?
1. Prototyping-slutprovet
Tänk på detta som "Beta"-fasen. Du har gjort dina FDM- eller SLA-utskrifter, och formen ser rätt ut. Men kommer klippet att knäppas? Kommer värmen från den interna elektroniken att förvränga höljet? Genom att använda lågvolymgjutning för dina slutliga prototyper, testar du verklig fysik av delen. Du får se hur plasten rinner in i hörnen och hur den krymper – verkliga data som du helt enkelt inte kan få från en skrivare.
2. Bygga "bron"
Detta är utan tvekan det vanligaste användningsfallet. Anta att din produkt är en hit och att du har beställt en stålform med hög kapacitet. Det kan ta 12 till 16 veckor innan verktyget kommer fram. Har du råd att vänta fyra månader innan du börjar sälja? Förmodligen inte. Ett "Bridge Tool" (en aluminiumform) tar dig igenom de första månaderna. Det håller ditt löpande band i rörelse medan det kraftiga järnet fortfarande smids.
3. Pilotproduktion & små nischer
Ibland är "låg volym" faktiskt din "fulla volym". Om du bygger medicinsk utrustning, avancerade instrumentbrädor för fordon eller specialiserade drönarkomponenter, kanske du bara behöver 2 000 enheter per år. I dessa fall är det bara en dålig affär att spendera $80 000 på ett verktyg med flera kaviteter. LVIM blir din permanenta produktionslösning, vilket håller dina omkostnader låga och dina marginaler sunda.
The Material Playbook: Vad kan du egentligen forma?
Folk frågar ofta: "Kan jag använda samma plast som de stora killarna?" Absolut. Det är faktiskt hela poängen.
The Heavy Hitters: Termoplaster
Det mesta av det vi rör vid – från din tandborste till din bils trim – är gjord av termoplast. Dessa är stjärnorna i showen eftersom de kan smältas, injiceras och kylas upprepade gånger.
- ABS: Den pålitliga arbetshästen. Tuff, slagtålig och avslutar vackert.
- Polykarbonat (PC): När du behöver vara tydlig eller otroligt stark.
- Nylon (PA): Det tekniska valet för växlar och rörliga delar som behöver motstå slitage.
Specialisterna: Termohärdar
Dessa är en annan ras. När de har stelnat är de färdiga – som att baka en kaka, du kan inte smälta tillbaka den till smeten. De är fantastiska för miljöer med hög värme eller elektrisk isolering där du absolut inte kan få delen att smälta under tryck.
Välj din fighter
Att välja ett material handlar inte bara om styrka; det handlar om "krympningen". Olika plaster beter sig olika när de träffar de kalla väggarna i en form. Om du byter material halvvägs genom ett projekt kanske dina delar inte passar ihop längre. Det är alltid bättre att välja ditt produktionsavsiktsmaterial under lågvolymstadiet för att undvika otäcka överraskningar senare.
När man ska trycka på avtryckaren: Att välja rätt ögonblick för gjutning med låg volym
Det är lätt att fastna i tankesättet "låt oss bara 3D-skriva ut det", men det kommer en punkt där det slutar vara vettigt – både för din budget och ditt förstånd. LVIM är inte bara en medelväg; det är ett strategiskt drag. Så när ska man egentligen använda det?
1. Prototyping-slutprovet
Tänk på detta som "Beta"-fasen. Du har gjort dina FDM- eller SLA-utskrifter, och formen ser rätt ut. Men kommer klippet att knäppas? Kommer värmen från den interna elektroniken att förvränga höljet? Genom att använda lågvolymgjutning för dina slutliga prototyper, testar du verklig fysik av delen. Du får se hur plasten rinner in i hörnen och hur den krymper – verkliga data som du helt enkelt inte kan få från en skrivare.
2. Bygga "bron"
Detta är utan tvekan det vanligaste användningsfallet. Anta att din produkt är en hit och att du har beställt en stålform med hög kapacitet. Det kan ta 12 till 16 veckor innan verktyget kommer fram. Har du råd att vänta fyra månader innan du börjar sälja? Förmodligen inte. Ett "Bridge Tool" (en aluminiumform) tar dig igenom de första månaderna. Det håller ditt löpande band i rörelse medan det kraftiga järnet fortfarande smids.
3. Pilotproduktion & små nischer
Ibland är "låg volym" faktiskt din "fulla volym". Om du bygger medicinsk utrustning, avancerade instrumentbrädor för fordon eller specialiserade drönarkomponenter, kanske du bara behöver 2 000 enheter per år. I dessa fall är det bara en dålig affär att spendera $80 000 på ett verktyg med flera kaviteter. LVIM blir din permanenta produktionslösning, vilket håller dina omkostnader låga och dina marginaler sunda.
The Material Playbook: Vad kan du egentligen forma?
Folk frågar ofta: "Kan jag använda samma plast som de stora killarna?" Absolut. Det är faktiskt hela poängen.
The Heavy Hitters: Termoplaster
Det mesta av det vi rör vid – från din tandborste till din bils trim – är gjord av termoplast. Dessa är stjärnorna i showen eftersom de kan smältas, injiceras och kylas upprepade gånger.
- ABS: Den pålitliga arbetshästen. Tuff, slagtålig och avslutar vackert.
- Polykarbonat (PC): När du behöver vara tydlig eller otroligt stark.
- Nylon (PA): Det tekniska valet för växlar och rörliga delar som behöver motstå slitage.
Specialisterna: Termohärdar
Dessa är en annan ras. När de har stelnat är de färdiga – som att baka en kaka, du kan inte smälta tillbaka den till smeten. De är fantastiska för miljöer med hög värme eller elektrisk isolering där du absolut inte kan få delen att smälta under tryck.
Välj din fighter
Att välja ett material handlar inte bara om styrka; det handlar om "krympningen". Olika plaster beter sig olika när de träffar de kalla väggarna i en form. Om du byter material halvvägs genom ett projekt kanske dina delar inte passar ihop längre. Det är alltid bättre att välja ditt produktionsavsiktsmaterial under lågvolymstadiet för att undvika otäcka överraskningar senare.
Knäcka koden: Processen och prislappen
Hur går vi egentligen från en digital fil till en låda med delar på två veckor? Det är inte magiskt, men det kräver lite "trimning av fettet" från traditionell tillverkning.
Från CAD till Cavity: LVIM-processen
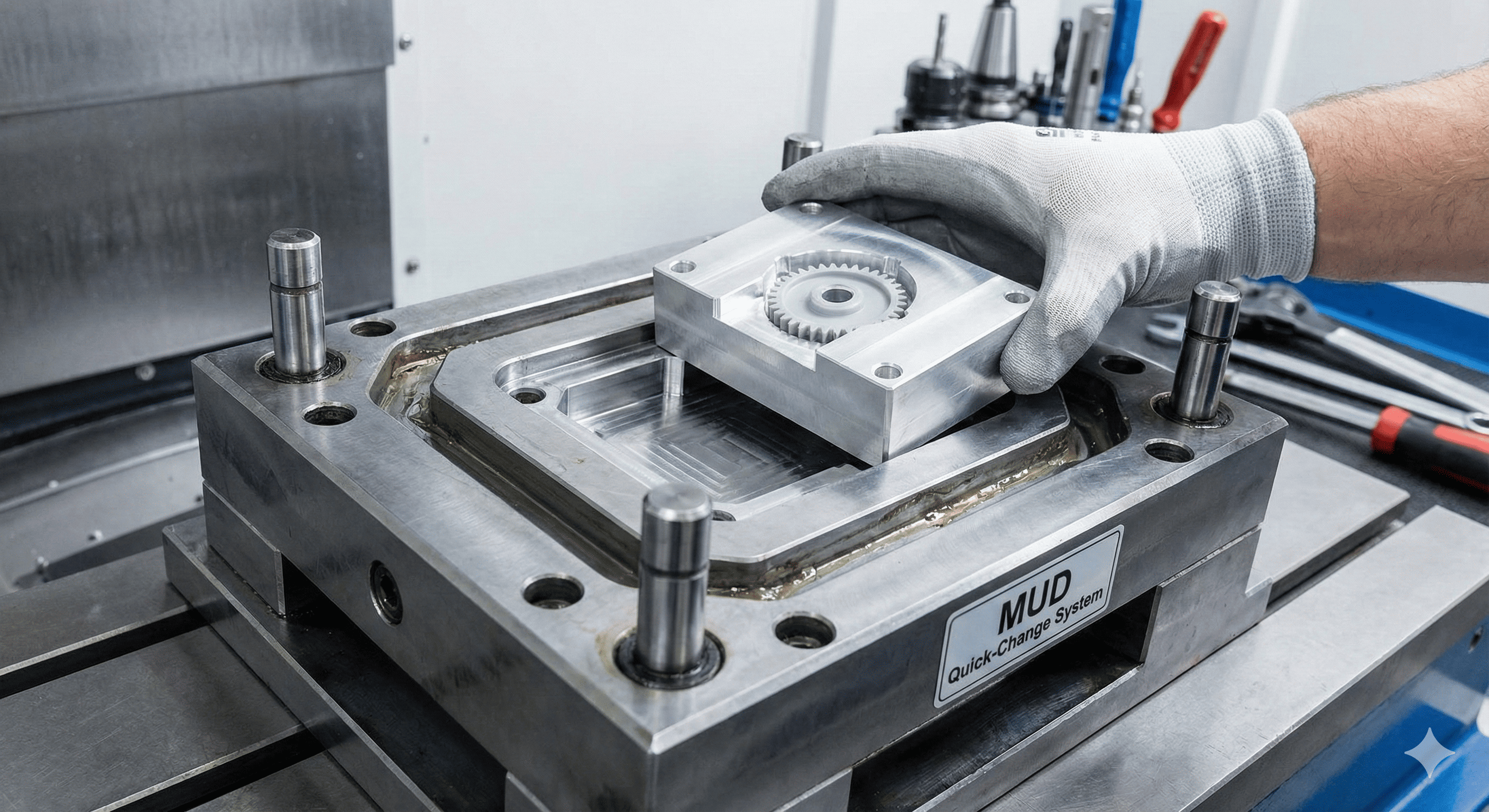
De tunga lyften sker under Formdesign . I högvolymproduktion är du orolig för varje mikrosekund av cykeltiden, så du bygger komplexa "vattenjackor" för kylning. Vid lågvolymgjutning förenklar vi. Vi använder Master Unit Die (MUD) baser – standardiserade ramar som håller anpassade skär. Det betyder att vi bara behöver skära "håligheten" (delens form) och inte hela det massiva metallblocket.
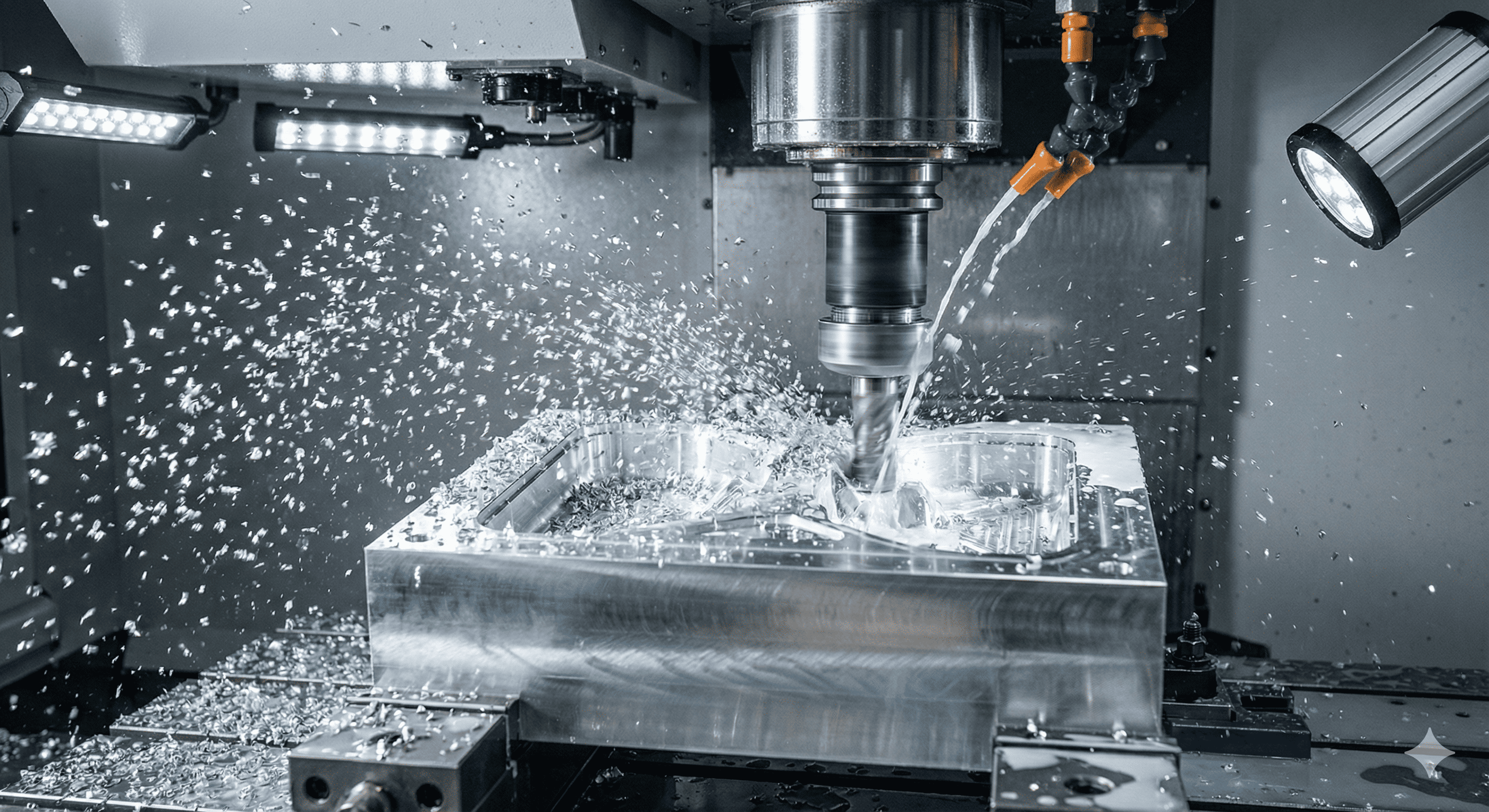
När formen väl har bearbetats - vanligtvis via höghastighets-CNC - kläms den fast i pressen. Själva injektionscykeln är en dans av tryck och temperatur. Smält harts trycks in i verktyget, hålls under enormt tryck för att förhindra "sjunkmärken" och släpps sedan ut. Eftersom vi använder aluminium tappar verktyget snabbt bort värme, vilket är en trevlig bonus för att hålla saker i rörelse.
Kvalitetskontroll: inte "billigt", bara "snabbt"
En vanlig missuppfattning är att "låg volym" betyder "låg kvalitet". I verkligheten är delarna ofta bättre eftersom produktionsserierna är kortare. En operatör kan hålla ett mycket närmare öga på 500 delar än de kan på 500 000. Vi kontrollerar fortfarande toleranser med CMMs (Coordinate Measuring Machines) och ser till att färgen matchar ditt varumärkes spec.
Den stora frågan: Vad kommer det här att kosta?
Låt oss prata siffror - eller åtminstone vad som driver dem. I formsprutning kämpar du alltid mot Initial installationskostnad .
1. Verktygsräkningen: Det här är ditt största hinder. För LVIM tittar du på ett intervall - kanske 2 000 $ för en enkel växel och upp till 15 000 $ för ett komplext hölje med "sidoåtgärder" (rörliga delar i formen). Jämför det med $50 000 för ett produktionsstålverktyg.
2. Delpris: Här är haken. Din kostnad per del kommer att vara högre än i massskala. Varför? Eftersom du sprider den inställningstiden och maskinkalibreringen över 500 enheter istället för en miljon.
3. Geometri spelar roll: Vill du ha en "noll graders" vägg? Eller ett djupt, smalt hål? Det ökar kostnaden. Om du kan designa med generösa dragvinklar (avsmalnande sidor), delen hoppar ut lättare, formen håller längre och priset sjunker.
Hur man sparar några grand
Om du vill hålla fakturan mager, tänk efter Ytfinish . En högblank "Klass A" spegelfinish kräver manuell polering av en människa i timmar. Om du kan leva med en "Protomold" texturerad finish eller en standard maskinfinish, sparar du en betydande del av förändringar och några dagars ledtid.
Rivaliteten: Lågvolymgjutning vs. The Field
Att välja en tillverkningsmetod borde inte kännas som en gissningslek. Vanligtvis kommer det ner till en "break-even"-punkt. När slutar hastigheten på en 3D-skrivare vara en fördel? När blir kostnaden för ett CNC-bearbetat block överdrivet?
Här är "fusket" som de flesta ingenjörer använder för att avgöra:
| Funktion | 3D-utskrift (SLA/SLS) | CNC-bearbetning | Formsprutning med låg volym |
|---|---|---|---|
| Bästa kvantitet | 1-10 delar | 1 – 50 delar | 100 – 10 000 delar |
| Ledtid | 2 – 5 dagar | 1 – 2 veckor | 2 – 4 veckor |
| Materialval | Begränsad (harts/filament) | Vilken metall eller plast som helst | Obegränsad (Produktionshartser) |
| Ytfinish | Synliga lager (sträva) | Verktygsmärken (släta) | Retail redo (Polerad/texturerad) |
| Enhetskostnad | Fast (hög) | Hög | Minskar med volymen |
"Kostnadsövergången"
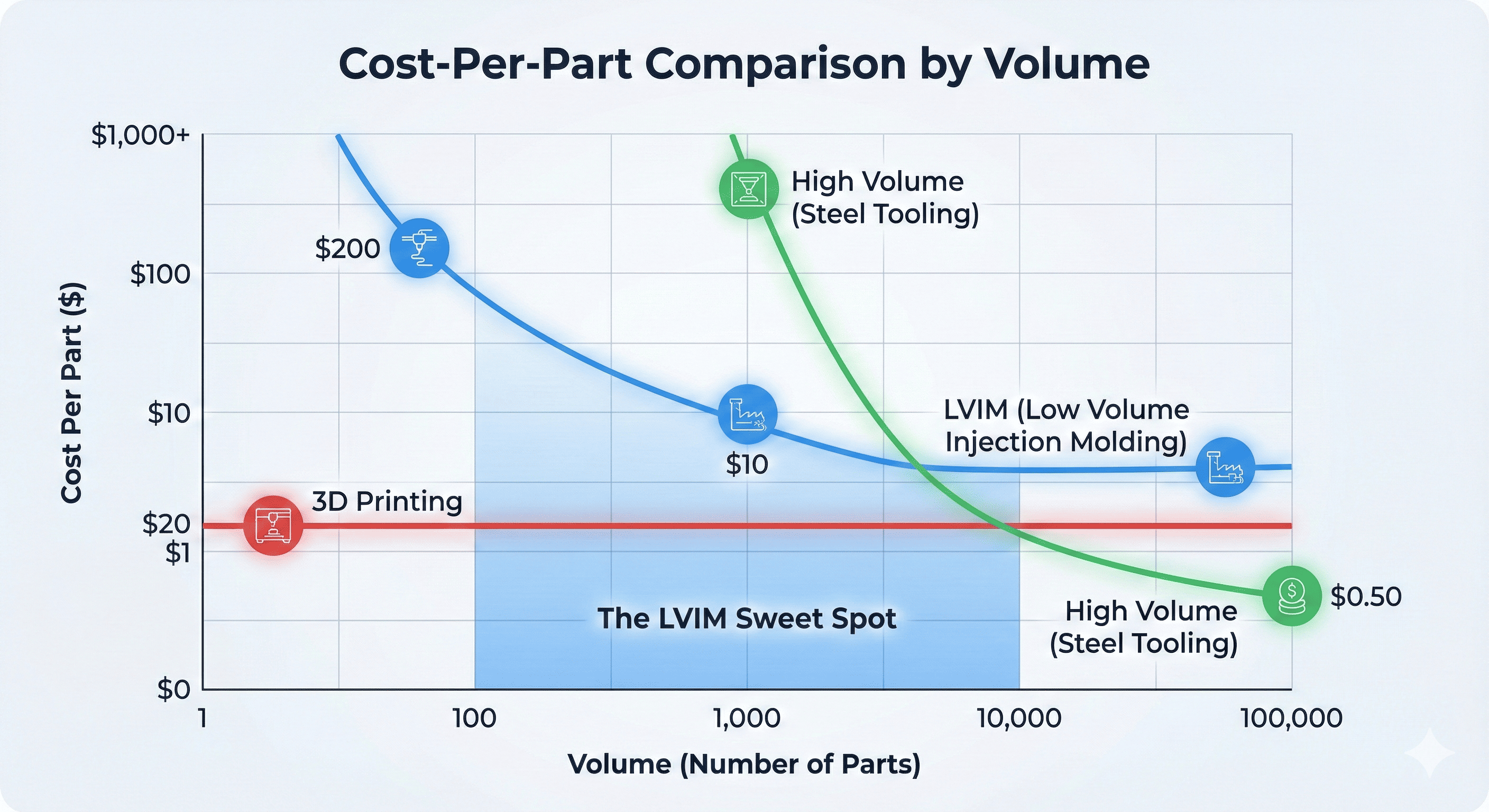
Tänk på det så här: 3D-utskrift är som att ta en taxi. Det är bekvämt för en kort resa, men du skulle inte använda en för att köra över landet. Formsprutning med låg volym är som att leasa en bil. Det finns lite pappersarbete och en handpenning (formkostnaden) i början, men efter det är varje mil - eller varje del - betydligt billigare.
Real-World Impact: The SolarSack Success
Låt oss titta på ett verkligt exempel. Ett danskt företag ringde SolarSack utvecklat en enkel, livräddande produkt: en plastpåse som använder UV-strålning för att rena vatten.
De behövde en specifik vattenkran som var livsmedelsgodkänd, läcksäker och tillräckligt billig för utvecklingsmarknader.
- Problemet: 3D-utskrift kunde inte hantera materialkraven för livsmedelskvalitet, och en "fullskalig" stålform var en risk på $40 000 för en start.
- Lösningen: De använde Låg volym gjutning . Det gjorde det möjligt för dem att iterera genom sex olika utformningar av kranen utan att förlora sina skjortor.
- Resultatet: De producerade de första 10 000 enheterna med detta "mjuka" verktyg. När produkten väl var en bevisad framgång och designen var låst, investerade de äntligen i de "tunga" stålproduktionsverktygen.
Vad är nästa? Framtiden för små partier
Vi går bort från "one-size-fits-all" fabriksmodellen. Framtiden för LVIM blir smartare och grönare.
- AI-drivna formar: Vi ser mer programvara som använder AI för att "förutsäga" hur plast kommer att flöda innan vi ens skär metallen. Detta innebär att den första delen av linjen är mycket mer sannolikt att vara perfekt, vilket minskar avfallet.
- Miljövänliga hartser: Med uppkomsten av "Circular Economy"-målen erbjuder fler butiker återvunna hartser or biobaserad plast (som de gjorda av majsstärkelse) speciellt för kortsiktiga projekt. Det är ett utmärkt sätt för varumärken att testa "gröna" versioner av sina produkter utan att åta sig en omfattande produktionsöversyn.
- Desktop Automation: Småskaliga robotarmar används nu för att "plocka och placera" delar även i små butiker, vilket hjälper till att hålla arbetskostnaderna för lågvolymserier konkurrenskraftiga med massproduktion utomlands.
Bottom Line
Lågvolymformsprutning är inte bara en "budget"-version av massproduktion. Det är ett verktyg för snabbrörarna. Det är för teamen som vill få en högkvalitativ produkt i sina kunders händer medan deras konkurrenter fortfarande bråkar om en prototyp.
Att slå in det: är lågvolymgjutning ditt nästa drag?
Vi har täckt "hur", "vad" och "hur mycket." Men i slutet av dagen är formsprutning med låg volym mer än bara en rad på en tillverkningsbudget – det är en strategi för att överleva på en marknad som rör sig med ljusets hastighet.
Takeaway
Om du sitter på en design som är redo för världen, låt inte "Allt eller Inget"-myten om traditionell tillverkning hålla dig tillbaka. Du behöver inte välja mellan en plastdel som känns som en leksak (3D-utskrift) och en massiv ekonomisk chansning (verktyg av härdat stål).
Formsprutning med låg volym ger dig:
- Den professionella kanten: Delar som ser ut och fungerar som om de hör hemma på en detaljhandelshylla.
- Finansiellt andningsrum: Lägre initiala kostnader som låter dig behålla ditt kapital för marknadsföring och tillväxt.
- Förmågan att pivotera: Om dina kunder vill ha en förändring, är du inte gift med en järnbit på 50 000 USD.
Ett sista tips från butiksgolvet
Innan du skickar iväg dina CAD-filer för en offert, gör dig själv en tjänst: Prata med din formare tidigt. En tio minuters konversation om dragvinklar eller väggtjocklek kan ofta spara tusentals dollar i verktygsmodifieringar. De flesta butiker med låg volym är vana vid att arbeta med "stökiga" FoU-filer - de förväntar sig att hjälpa dig att förfina formen. Dra nytta av den expertisen.
Sammanfattningstabell: Livscykeln för en del
| Fas | Kvantitet | Mål | Bästa metoden |
|---|---|---|---|
| Koncept | 1 - 5 | Form & Fit | 3D-utskrift |
| Validering | 10 - 50 | Funktionstestning | CNC-bearbetning |
| Marknadslansering | 100 - 5k | Intäkter och feedback | Låg volym gjutning |
| Massskala | 50k | Enhetskostnadsoptimering | Hög Volume (Steel) |
Gapet mellan "idé" och "produkt" är mindre än det någonsin varit. Oavsett om du bygger nästa fantastiska medicinska utrustning eller en nischad del av konsumentteknik, är LVIM bron som tar dig över.
Vanliga frågor
När det kommer till gjutning med låg volym, tenderar samma få frågor att dyka upp på verkstadsgolvet. Här är "straight talk" om vad du verkligen behöver veta.
Hur "låg" är låg volym, exakt?
Även om det inte finns någon lag skriven i sten, överväger branschen i allmänhet allt från 100 till 10 000 enheters som sweet spot. Under 100 är du vanligtvis bättre med 3D-utskrift eller CNC-bearbetning. Över 10 000 kan slitaget på en aluminiumform börja påverka dina toleranser, vilket gör en övergång till stål till en smartare långsiktig satsning.
Kommer mina delar att se "prototyp-y" ut?
Inte alls. Det är det fina med det. Eftersom vi använder riktiga formsprutningspressar och hartser av produktionskvalitet, kommer dina delar att ha samma vikt, textur och strukturella integritet som något du skulle köpa hos en återförsäljare av stora kartonger. Om du vill ha en specifik textur (som en matt finish eller en gnistrad yta) kan vi applicera det direkt på formen.
Kan jag göra ändringar i formen när den är byggd?
Ja – till en viss punkt. Det är mycket lättare att ta bort metall än att lägga till det. Om du behöver göra ett hål mindre eller en vägg tunnare kan vi oftast "maskina bort" mer av formen. Att lägga till material (gör en del tjockare) är svårare och kan kräva svetsning eller ett nytt skär. Det är därför aluminium är så populärt; det är otroligt förlåtande och snabbt att modifiera jämfört med härdat stål.
Varför är ledtiden så mycket kortare?
Traditionella formar är som bankvalv – de är byggda för att överleva miljontals högtryckscykler. Det tar tid. Verktyg med låg volym används förenklade konstruktioner och "mjukare" metaller som kan skäras med mycket högre hastigheter på en CNC-maskin. Vi hoppar också över de komplexa automatiserade kylsystemen som används i massproduktion, vilket trimmar veckor från tillverkningsschemat.
Finns det en gräns för vilka material jag kan använda?
Om det är en termoplast kan vi gjuta den. Från basic Polypropen till hög prestanda TITTA eller glasfyllda Nylon , processen hanterar dem alla. Den enda verkliga "gränsen" är att se till att ditt materialval matchar formdesignen (eftersom olika plaster krymper i olika takt).
Vad händer om jag så småningom behöver 100 000 delar?
Tänk på ditt lågvolymverktyg som ditt verktyg för "marknadsinträde". När din försäljningsvolym motiverar investeringen tar du lärdomarna från den låga volymkörningen – som var sjunkmärkena uppträdde eller vilka toleranser som var snäva – och tillämpar dem på ett stålproduktionsverktyg med flera kaviteter. Du har i princip använt LVIM för att "avrisk" din massproduktionsfas.

