
Flash är en av de vanligaste defekterna vid formsprutning - och en av de mest feldiagnostiserade. Tunna fenor av överflödigt material som uppträder vid skiljelinjer, utkastarstift eller skärgränssnitt skylls ofta på processparametrar enbart, när grundorsaken ofta är verktyg. Den här guiden tillhandahåller ett systematiskt diagnostiskt ramverk som täcker alla sju grundorsakskategorier, kvantifierade förebyggande standarder och en prioritetsmatris för korrigerande åtgärder för att effektivt eliminera flash.
1. Vad blinkar mögel?
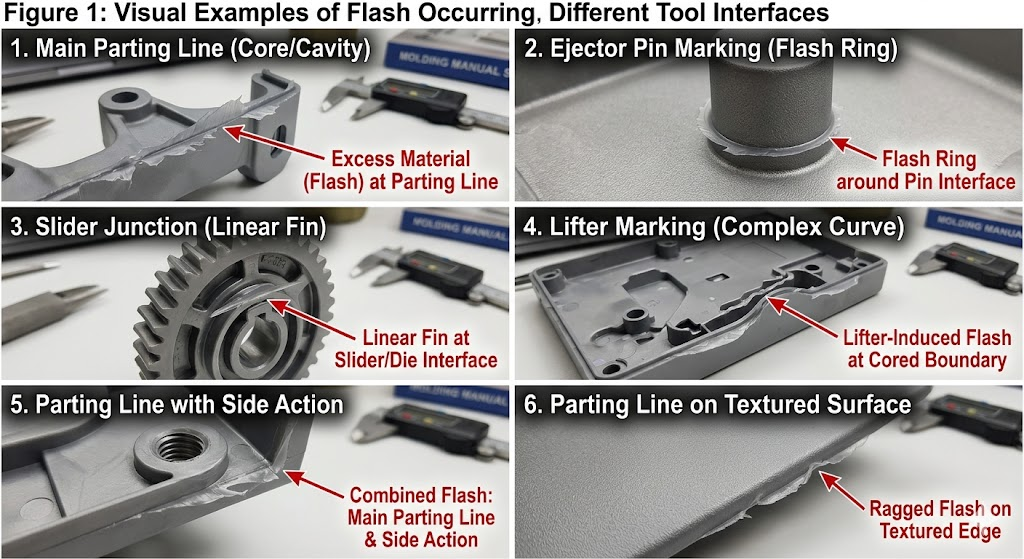
Blixt (även: blinkande, grader) är överskottsmaterial som försvinner från formhålan genom eventuella mellanrum i verktyget innan det fryses. Det ser ut som en tunn fena, väv eller fjäderkant fäst vid delen vid:
- Skiljelinjer — den vanligaste platsen
- Ejektorstiftsgränssnitt — cirkulära blixtringar runt stiftytorna
- Skjut- och lyftgränssnitt — linjära fenor längs sidoverkande kontaktytor
- Sätt in gränser — vid metallinsatsomkretsar i insatsgjutning
- Ventilationsplatser — om ventilerna är överdimensionerade eller eroderade
- Avstängda ytor — i kärnor och genomgående hål
Flash är inte bara kosmetiskt. Den lägger till sekundära trimningsoperationer, riskerar monteringsstörningar, skapar skarpa kanter (risk för skador och tätningsbrott) och i medicinska tillämpningar eller applikationer som kommer i kontakt med livsmedel utlöser den bristande överensstämmelse med lagar. Ännu viktigare, det signalerar ett gap i formsystemet som, om det inte behandlas, vidgar sig gradvis för varje skott.
2. De sju grundorsakskategorierna
Flash har alltid samma omedelbara orsak - material under tryck som hittar ett gap. Men ursprunget till detta gap faller i sju olika kategorier, som var och en kräver olika korrigerande åtgärder.
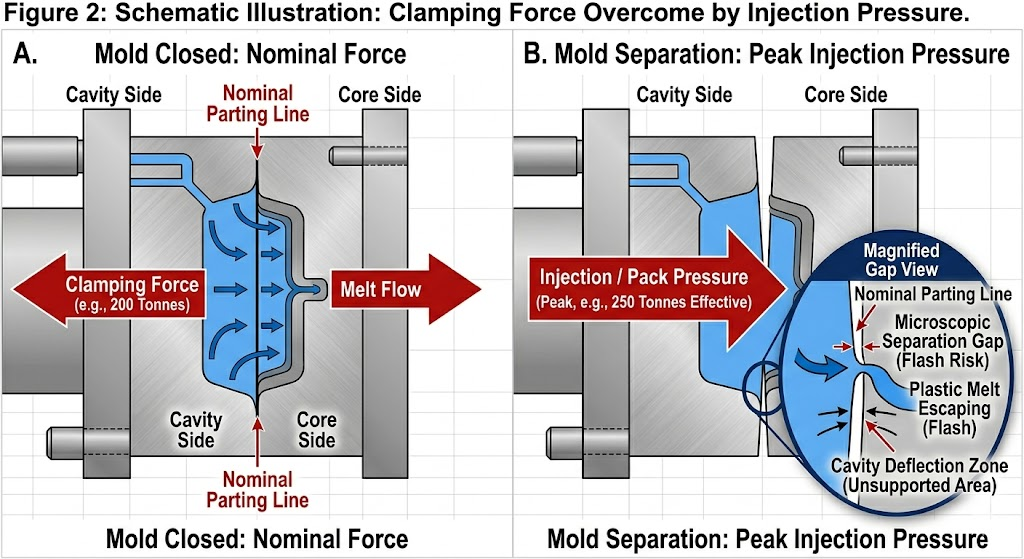
2.1 Otillräcklig spännkraft
Den mest förbisedda orsaken. Om insprutningstrycket överstiger pressens effektiva klämkraft på det projicerade området av del- och löparsystemet, separeras formplattorna momentant under fyllning och packning – vilket skapar ett dynamiskt gap vid delningslinjen.
Diagnostisk kontroll:
Erforderlig klämkraft (ton) = Projicerad area (cm²) × Kavitetstryck (MPa) ÷ 100För en del med 180 cm² projicerad yta (inklusive löpare) fylld med 80 MPa genomsnittligt kavitetstryck:
Erforderlig klämma = 180 × 80 ÷ 100 = 144 ton minimumLägg till en säkerhetsmarginal på 20–25 % → Minst 175–180 ton.
Att köra denna del på en 150-tons press kommer att producera avskedslinjeblixt oavsett annan parameterjustering.
Vanligt misstag: Beräknar projicerad yta endast från delen, exklusive löparsystemet. Sprue, löpare och grindar bidrar med betydande projicerad yta och hålighetstryck.
| Material | Typiskt hålrumstryckintervall | Tumregel för klämkraft |
|---|---|---|
| PP, PE (tunn vägg) | 40–80 MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50–90 MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 t/cm² |
| PC, PC/ABS | 80–130 MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90–150 MPa | 0,9–1,5 t/cm² |
| POM | 70–110 MPa | 0,7–1,1 t/cm² |
2.2 Slitage eller skada på ytan
Skiljeytan (PS) är den primära tätningen mellan kavitet och atmosfär. Alla avvikelser från perfekt planhet – oavsett om det beror på slitage, slagskador, EDM-gnistaerosion eller otillräcklig ythårdhet – gör att materialet kan fly.
Kritiska toleranser:
| Formstorlek | Max tillåten PS planhetsavvikelse | Rekommenderad stålhårdhet |
|---|---|---|
| Liten (<250 × 250 mm) | 0,005 mm | 48–52 HRC |
| Medium (250–500 mm) | 0,008 mm | 48–52 HRC |
| Stor (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
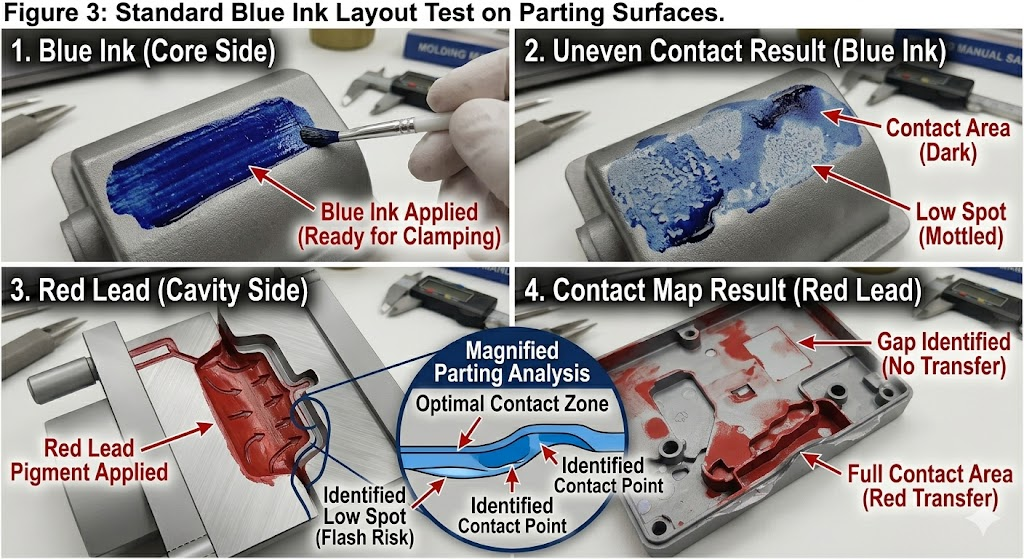
Inspektionsprotokoll: Blått bläcköverföringstest eller känselmått sveper över hela avskiljningsytan. Varje mellanrum >0,010 mm på ett råvarumaterial eller >0,005 mm på ett lågvisköst material (LCP, PPS) är en snabbrisk.
Reparationsmetoder efter svårighetsgrad:
| Skadetyp | Reparationsmetod | Ledtid |
|---|---|---|
| Smärre slitage (<0,05 mm låg yta) | Lasersvetsning efterpolering | 1–3 dagar |
| Måttligt slitage (0,05–0,2 mm) | Spraysvetsning eller TIG-svets ombearbetning | 3–5 dagar |
| Slagskada/buckla | Lasersvetsning EDM åter gnista | 2–4 dagar |
| Utbrett slitage (>0,2 mm) | Full PS re-skim på ytslipmaskin | 3–7 dagar |
| Upprepad blinkning på samma plats | Hårdsvets (Stellite) polerar om | 5–10 dagar |
2.3 Överdriven insprutningshastighet eller tryck
Till och med en geometriskt perfekt form kommer att blinka om processparametrar pressar kavitetstrycket över klämkraftskapaciteten, eller om insprutningshastigheten är tillräckligt hög för att skapa en hydraulisk kileffekt vid delningslinjen innan klämtonnaget utvecklas fullt ut.
Flash-inducerande processförhållanden:
- Insprutningshastigheten inställd så hög att kaviteten fylls på <0,3 sek — topptrycksspetsen överskrider klämkapaciteten tillfälligt
- Förpackningstryck inställt över 80 % av insprutningstrycket på ett lågvisköst material
- Hålltiden förlängs bortom portfrysning - fortsatt tryck efter portfrysning överför kraft till formplattor, inte delpackning
- Smälttemperaturen är för hög – minskar viskositeten, materialet flyter mer aggressivt in i alla mellanrum
Processjusteringssekvens (före verktygsingrepp):
- Minska injektionshastigheten i steg om 10 % – kontrollera om blixten minskar
- Minska förpackningstrycket till 60–70 % av påfyllningstrycket
- Verifiera att hålltiden inte överstiger grindens frysningstid (använd gatefrysningsstudien)
- Sänk smälttemperaturen med 5–10°C
- Om blixten kvarstår efter alla fyra justeringarna - är grundorsaken verktyg, inte process
2.4 Materialviskositet för låg
Lågviskösa material flyter in i luckor som standardviskösa material överbryggar. Det är därför som PPS, LCP och PA-kvaliteter med låg molekylvikt kräver snävare toleranser för skiljeytorna än ABS eller PP.
Smältflödesindex (MFI) som en snabbriskindikator:
| MFI-intervall (g/10 min) | Flash-riskkategori | Max tillåtet PS-gap |
|---|---|---|
| < 5 | Låg | 0,020 mm |
| 5–20 | Måttlig | 0,015 mm |
| 20–50 | Hög | 0,010 mm |
| > 50 (t.ex. LCP, tunnväggig PP) | Mycket hög | 0,005–0,008 mm |
Materialpartivariation: MFI kan variera ±15–25 % mellan poster inom samma klass. En form som körs vid flashtröskeln med ett parti kan blinka med nästa. Kontrollera alltid inkommande MFI mot mögelkvalifikationsdata.
2.5 Mögeltemperatur för hög
Förhöjd formtemperatur minskar viskositeten hos smältskiktet i kontakt med avskiljningsytan, vilket förlänger tidsfönstret under vilket materialet är tillräckligt flytande för att tränga igenom luckor. Detta är särskilt viktigt för:
- Kristallina material med skarpa smältpunkter (POM, PPS, PA)
- Material kör nära den övre gränsen för deras rekommenderade formtemperaturintervall
- Heta löparformar där grenrörets värmeblötläggning kan höja formplattans temperatur lokalt
Tumregel: Varje 10°C ökning av formtemperaturen över det rekommenderade minimum ökar blixtkänsligheten med ungefär en viskositetsgrad — motsvarande en ökning på 20 % av MFI.
2.6 Formkonstruktionsbrister
Geometriska egenskaper i formdesignen som skapar en inneboende blixtrisk:
Ostödda skiljeytor spänner: Stora plana skiljeytor utan stödpelare avböjs under kavitetstryck. En 400 × 400 mm ostödd formplatta i P20-stål böjer 0,03–0,08 mm vid 80 MPa — tillräckligt för att producera blixt på omkretsen.
Designregel för stödpelare: Maximalt ostödd spännvidd mellan stödpelare = 150 mm för medelstarka formar. Lägg till pelare med 120–130 mm centrum för högtrycksmaterial (PC, PPS).
Otillräcklig landbredd vid skiljelinje: "Landet" - det smala platta bandet omedelbart intill kaviteten på avskiljningsytan - måste vara tillräckligt brett för att motstå tryckinducerad deformation. Rekommenderad minsta landbredd:
| Material | Minsta landbredd |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
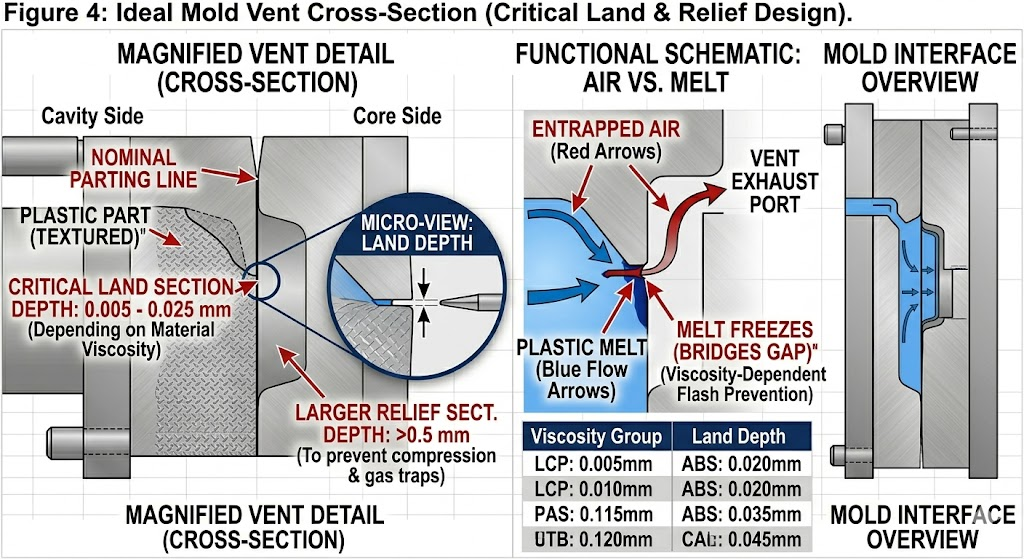
Ventilationsdjup för djupt: Ventiler är avsiktliga luckor - om de är överdimensionerade blir de blixtgeneratorer. Standardriktlinjer för ventilationsdjup:
| Material | Ventilationsdjup (landavsnitt) | Ventilationsdjup (avlastningssektion) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5–0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3–0,5 mm |
| PC, PC/ABS | 0,008–0,015 mm | 0,3–0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2–0,3 mm |
2.7 Slitna eller felinriktade rörliga komponenter
Sidoåtgärder, lyftare, kärndrag och ejektorstift skapar dynamiska gränssnitt som rör sig varje cykel. Dessa gränssnitt slits gradvis och är den vanligaste källan till blixt i högvolymproduktion som tidigare var blixtfri.
Ejektorstiftsblixt: Spelet mellan stiftdiameter och håldiameter måste hållas inom snäva gränser. Standardavstånd efter material:
| Material | Ejektorstiftsspel (per sida) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| PC, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
Spelrum över dessa gränser ger synliga stiftblixtar. Under dem binder stift och går sönder. Detta är ett slitagehanteringsproblem – stiftavstånd bör verifieras var 100 000–200 000 skott på verktyg med stora volymer.
Skjut- och lyftargränssnittet blinkar: Slitage på slitplattorna (gibs) som styr sidorörelserna gör att glidytan kan förskjutas 0,01–0,05 mm från sittytan – tillräckligt för blixt. Gib-slitplattor bör vara utbytbara komponenter på alla produktionsformar, med inspektionsintervaller definierade i formunderhållsplanen.
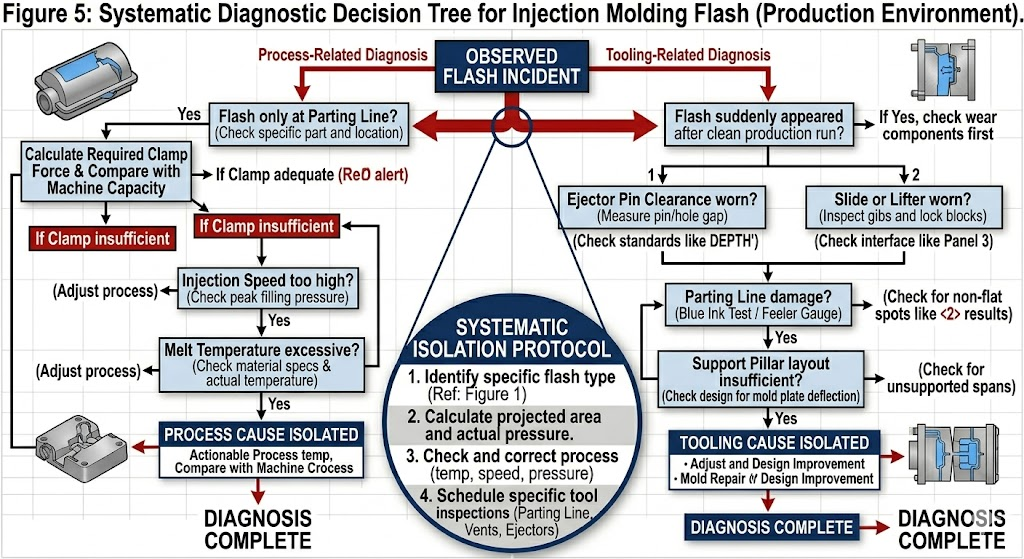
3. Flash diagnostiskt beslutsträd
Använd den här sekvensen för att identifiera grundorsaken utan onödig demontering av mögel:
BLICK OBSERVERADE│├── Blixt endast vid avskedslinjen?│ ├── JA → Kontrollera först klämkraftsberäkningen│ │ → Inspektera sedan PS planhet (blått bläck test)│ │ → Minska sedan insprutningshastigheten/packtrycket│ └── NEJ → Fortsätt nedan│├── Blixt endast vid ejektorstift?│ └── JA → Mät spelet mellan stift och hål│ → Kontrollera stiftets längd (långa stift = högre kontakttryck)│ → Kontrollera att ejektorplattans retur är helt på plats innan klämman stängs│├── Blixt vid slide/lifter-gränssnittet?│ └── JA → Inspektera gibbslitageplåtar (avkännarmätare)│ → Kontrollera slidens säteskraft/låsningsvinkel│ → Verifiera hälblockets kontakt│├── Blixt vid ventiler?│ └── JA → Mät ventilationsdjup (mål: skär till spec)│ → Kontrollera om ventilationshålen erosion (slipande glasfyllt material)│├── Blixten dök plötsligt upp efter X bilder av ren produktion?│ └── JA → Slitagerelaterad orsak (gib, avskiljningsyta, ejektorstift)│ → Schemalägg mögelinspektion/förebyggande underhåll│└── Blixtpresent från första skottet av ny mögel? └── JA → Design- eller byggkvalitetsproblem → Verifiera beräkningen av klämkraften → Verifiera slipningskvaliteten på skiljeytan → Kontrollera utformningen av stödpelaren → Verifiera ventilationsdjup mot spec
4. Förebyggande standarder efter mögelbyggnadsfas
Det mest kostnadseffektiva blixtskyddet inträffar innan formen tar sitt första skott.
4.1 Designfas
- Kör simulering av trycksimulering av formflödeshålrum — verifiera att det maximala kavitetstrycket × den projicerade ytan inte överstiger 80 % av den planerade pressklämmans kapacitet
- Designa stödpelare med ≤150 mm centrum för alla kavitetstryck >60 MPa
- Ange minsta landbredd per materialkategori (avsnitt 2.6)
- Designa ventileringsdjup enligt materialspecifikation — lita inte på standardbearbetningstillåtelser
- Ange utkastarstiftsspel i formritningen - det måste synas på toleransblocket, inte överlåtas till maskinistens bedömning
4.2 Formbyggnadsfas
- Verifiera avstickningsytans planhet på ytslipmaskinen före slutmontering – dokumentera mätning
- Blått bläcktest efter full montering — 100 % kontakt med avskiljningsytan krävs före första försöket
- Mät och registrera alla utkaststiftsspel - minst 5 provstift per form, komplett uppsättning för kritiska formar
- Verifiera glidsitsen under pressklämningsbelastning före första injektionen - använd lera eller Fuji Prescale-film
4.3 Första artikelförsöksfasen
- Börja med 50 % insprutningshastighet och 60 % packtryck – öka stegvis
- Spela in processfönstrets övre gräns (blixtstart) — detta är en kritisk parameter för formkvalificering
- Dokumentprocessfönstrets bredd: skillnaden mellan kortskottsstart och blixtstart bör vara ≥15 % av insprutningstrycket för en robust form
4.4 Produktionsfas
- Definiera intervaller för förebyggande underhåll för: inspektion av avstickningsyta (var 200 000 skott), mätning av gibbslitageplåt (var 150 000 skott), kontroll av utkastarstiftspel (var 100 000 skott för högvolymverktyg)
- Spåra blixtincidenter efter plats i SPC-systemet – progressiv blixt på en plats signalerar slitage innan det blir en kvalitetsflykt
- Underhåll MFI:s inkommande inspektionsregister för material – korrelera flashincidenter med MFI-data
5. Prioritetsmatris för korrigerande åtgärder
När blixt observeras i produktionen, använd denna matris för att prioritera korrigerande åtgärder efter kostnad och effektivitet:
| Åtgärd | Kostnad | Dags att implementera | Effektivitet | Prioritet |
|---|---|---|---|---|
| Minska insprutningshastigheten/packtrycket | Noll | Omedelbart | Hög (if process-caused) | 1:a |
| Verifiera att klämkraften är tillräcklig – flytta till större press | Låg | Samma skift | Definitiv för blixt orsakad av klämmor | 2:a |
| Blått bläcktest — identifiera PS-kontaktgap | Låg | 2–4 timmar | Diagnostisk, inte korrigerande | 3:a |
| Lasersvetsreparation av PS lågpunkter | Medium | 1–3 dagar | Permanent för slitage orsakad blixt | 4:a |
| Byt ut slitna slitplåtar | Låg–Medium | 4–8 timmar | Permanent för diablixt | 5:a |
| Byt ut ejektorstift (stort spelrum) | Låg | 4–8 timmar | Permanent för stiftblixt | 6:a |
| Slipa om avskiljningsytan | Medium | 3–7 dagar | Permanent för utbredd PS-slitage | 7:a |
| Lägg till stödpelare (designbrist) | Hög | 2–4 veckor | Permanent för avböjningsorsakad blixt | 8:a |
| Öka stålhårdheten (lägg tillbaka i hårdare stål) | Hög | 3–6 veckor | Långtidsförebyggande slitage | 9:e |
6. Specialfall: Material med hög blixtrisk
PPS och LCP
Båda materialen har smältviskositeter 3–5× lägre än ABS vid bearbetningstemperaturer. De kommer att hitta och utnyttja alla luckor som standardmaterial överbryggar. Formar som kör PPS eller LCP måste byggas för snävare toleranser från början - att eftermontera en standardtoleransform för att köra PPS är sällan kostnadseffektivt.
Obligatoriska krav:
- S136 eller 420SS kavitetsstål (korrosion och hårdhet)
- Skiljeytans planhet ≤0,005 mm
- Ejektorstiftsspel ≤0,006 mm per sida
- Ventilationsdjup ≤0,008 mm landsektion
- Stödpelare med max 120 mm centrum
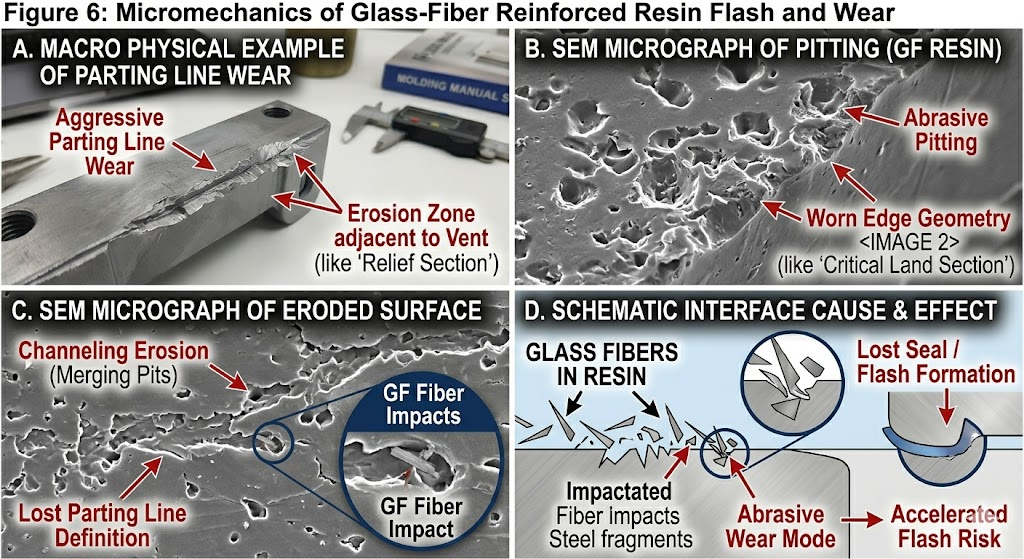
Glasfyllda kvaliteter (GF30 och högre)
Glasfibrer är slipande. Skiljeytor, ventiler och utkastarstiftshål slits alla snabbare i GF-fylld produktion än ofyllda sorter. Underhållsintervallen bör minskas med 30–40 % jämfört med ofyllda materialscheman. Härdade stålinsatser (≥50 HRC) på platser med hög slitage (portområden, avskiljningslinje intill grinden) rekommenderas starkt.
Tunnväggsdelar (<1,0 mm vägg)
Tunnväggiga delar kräver höga insprutningshastigheter och tryck - pressar hålighetstrycket till den övre gränsen för pressklämmans kapacitet. Processfönstret mellan kort bild och blixt är mycket smalt (ibland <5 % av insprutningstrycket). Dessa formar kräver:
- Precisionsavskiljningsyta (≤0,005 mm planhet)
- Större press än enbart klämberäkningen antyder (lägg till 30 % marginal)
- Kavitetstrycksensorer i realtid — tryckkontroll med sluten slinga för att förhindra blixt
7. Kostnad för Flash: varför eliminering lönar sig
Flash kostar sällan exakt i kvalitetssystem. Den verkliga kostnaden inkluderar:
| Kostnad Element | Typiskt intervall per del | Anteckningar |
|---|---|---|
| Trimma förlossningen | 0,05–0,40 USD | Beror på blixtens plats och tillgänglighet |
| Verktygsslitage från blixt (accelererad PS-skada) | $0,01–0,05 $ amorteras | Flash sliter på PS, vilket skapar en försämrad cykel |
| Ökad skrothastighet (blixt orsakar att delar avvisas) | 1–5 % av produktionsvärdet | Höger for tight-tolerance parts |
| Driftstoppar (blixt orsakar passformsproblem) | Variabel | Kan utlösa kundåterbetalningar |
| Kundreturer/fältfel | Hög | Speciellt för tätning av ytor |
| Stödtid för mögelreparation | 500–5 000 USD per incident | Plus förlorad produktionsmöjlighet |
För en del i mellanvolym på 500 000 delar/år med en trimningskostnad på 0,20 USD/del och 2 % blixtrelaterat skrot, överstiger den årliga kostnaden för olöst blixt 150 000 USD — mycket mer än kostnaden för korrekt reparation av avskiljningsytan eller ett underhållsprogram för formen.
8. Slutsats
Flash är ett symptom, inte en grundorsak. För att lösa det permanent krävs att man identifierar vilken av de sju grundorsakskategorierna – klämkraft, skiljeytans tillstånd, processparametrar, materialviskositet, formtemperatur, konstruktionsbrist eller komponentslitage – som är den faktiska drivkraften. Enbart processjusteringar dämpar blixten tillfälligt; verktyg och designkorrigeringar eliminerar det permanent.
Den mest kostnadseffektiva strategin är förebyggande: att designa avskiljningsytor, stödstrukturer och ventilationsgeometrier till rätt specifikation för det specifika materialet som körs, och implementera ett strukturerat förebyggande underhållsprogram som fångar upp slitage innan det blir en kvalitetsflykt.
Relaterade artiklar:
- Förstå vad ett kort skott är i formsprutning: orsaker, lösningar och förebyggande
- Krymp- och skevningskontroll vid formsprutning: Teknisk guide för OEM-tillverkare
- Omarbetning av formsprutning: Kan du konvertera ett verktyg med 2 hålrum till 4 hålrum?
- Den ultimata guiden för reparation av formsprutning: Lasersvetsning och ytbehandlingstekniker
- Urvalsguide för högprecisionsformsprutningsstål
IMTEC mögel | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kina | [email protected] | 86 153 5648 7586

