
Kärnsvar: Teknisk genomförbarhet och ekonomisk utvärdering av omarbetning av 2-hålrum till 4-hålrum
Att konvertera en formsprutningsform från 2-hålrum till 4-hålrum är tekniskt högrisk och involverar vanligtvis en fullständig omdesign av formbasens layout, löparbalansering och kylintegration. Det direkta svaret: Såvida inte formen ursprungligen designades som en "broform" med förtilldelade avstånd eller använder ett utbytbart insatssystem, överstiger kostnaden för modifiering och risken för produktionsfel ofta investeringen för att bygga ett nytt verktyg med fyra hålrum.
Kritiska tekniska barriärer i kavitetsfördubbling
Att fördubbla antalet hålrum är inte bara en fråga om fysiskt utrymme; det kräver en grundläggande omvärdering av Formsprutningsvätskedynamik .
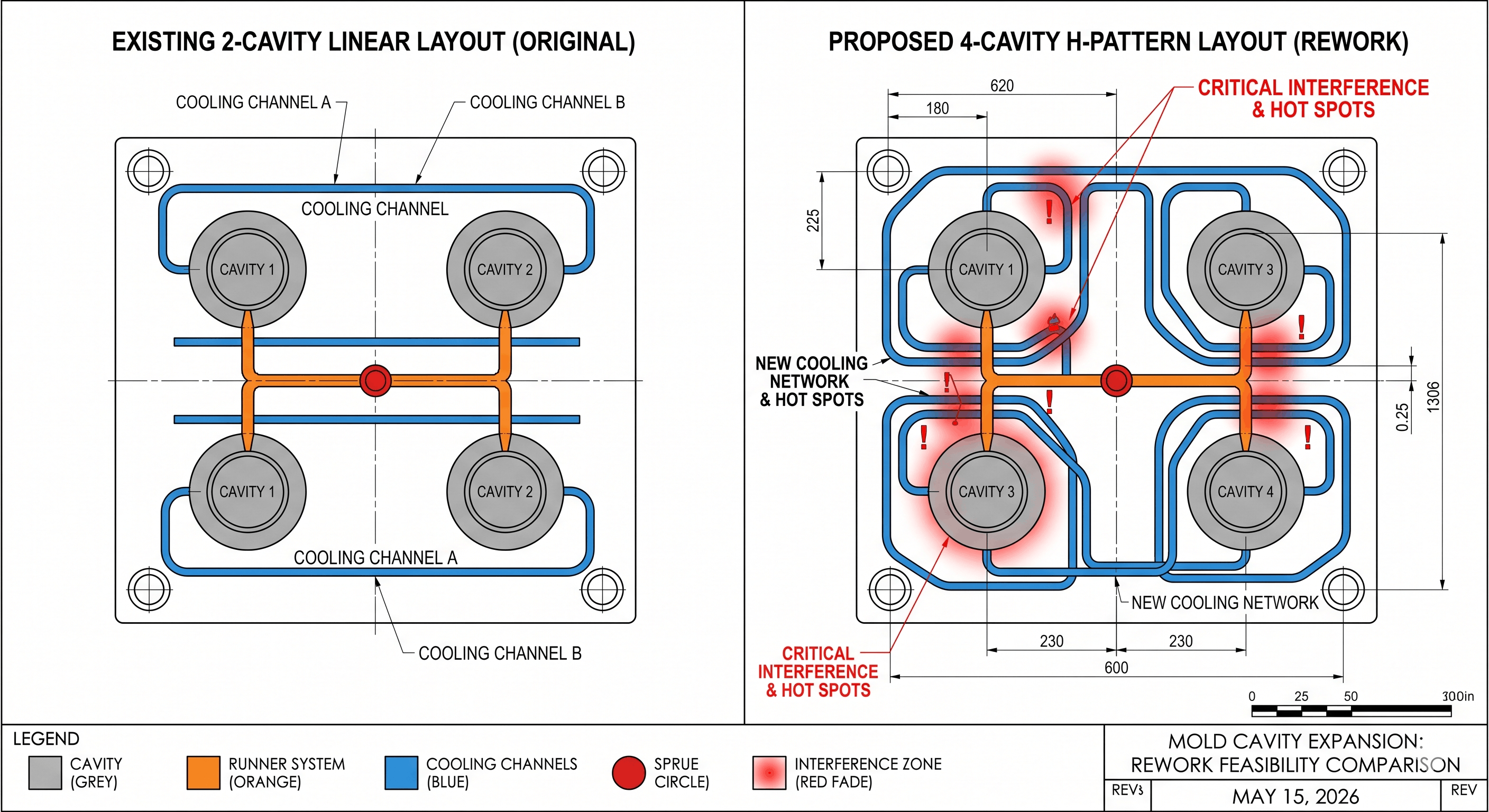
- Löparbalansering: En gjutform med 2 hålrum använder vanligtvis en löpare i rak linje. Att expandera till 4 hålrum kräver en övergång till en H-mönster eller cirkulär symmetri för att säkerställa identiskt tryck, temperatur och fyllningstid i alla hålrum. Om centrummatningspunkten är fixerad är det nästan omöjligt att uppnå denna balans efter konstruktionen utan att kompromissa med detaljkvaliteten.
- Termisk belastning och kylningslogik: Att lägga till hålrum fördubblar den termiska energin som kommer in i formen. Befintlig Kylkanaler (Vattenledningar) är sällan placerade för att hantera den extra värmen. Underlåtenhet att omdirigera dessa linjer skapar "hot spots", vilket leder till ojämn krympning, skevhet och betydligt längre cykeltider.
- Strukturell integritet: Att bearbeta nya hålrum till en befintlig formbas försvagar stödpelarna och plattorna. Under högt insprutningstryck kan formplattorna genomgå Mikroavböjning , vilket orsakar blixt eller irreparabel skada på avskiljningslinjen.
Teknisk beslutsmatris: Omarbetning vs. nybyggnation
Följande jämförelse beskriver avvägningarna mellan att eftermontera ett gammalt verktyg och att investera i en ny högpresterande form.
| Utvärderingsmått | Omarbeta befintligt verktyg (eftermontering) | Ny byggnad med 4 hålrum (ny investering) |
|---|---|---|
| Förskottskostnad | Lägre (sparar 30%-50% på stål) | Högre (fulla investeringar) |
| Produktionseffektivitet | Instabil; resulterar ofta i längre cykler | Hög; optimerad via konform kylning |
| Delkonsistens | Dålig; hög risk för hålrum-till-hålrum-varians | Superior; valideras via CAE-simulering |
| Verktygets livslängd | Minskad; svetsområden som är benägna att spricka | Lång; full strukturell integritet |
| Underhållsfrekvens | Hög; stress på tätningar och glid | Låg; använder standardiserade komponenter |
Digital utvärdering: Hur man kvantifierar "omarbetbarhet"
Innan en ändring godkänns måste ingenjörer validera projektet med hjälp av tre kvantitativa nyckeltal:
- Validering av klämkraft: Den totala projicerade arean (A) av 4 delar multiplicerat med kavitetstrycket § får inte överstiga 80 % av maskinens nominella spännkraft (F).
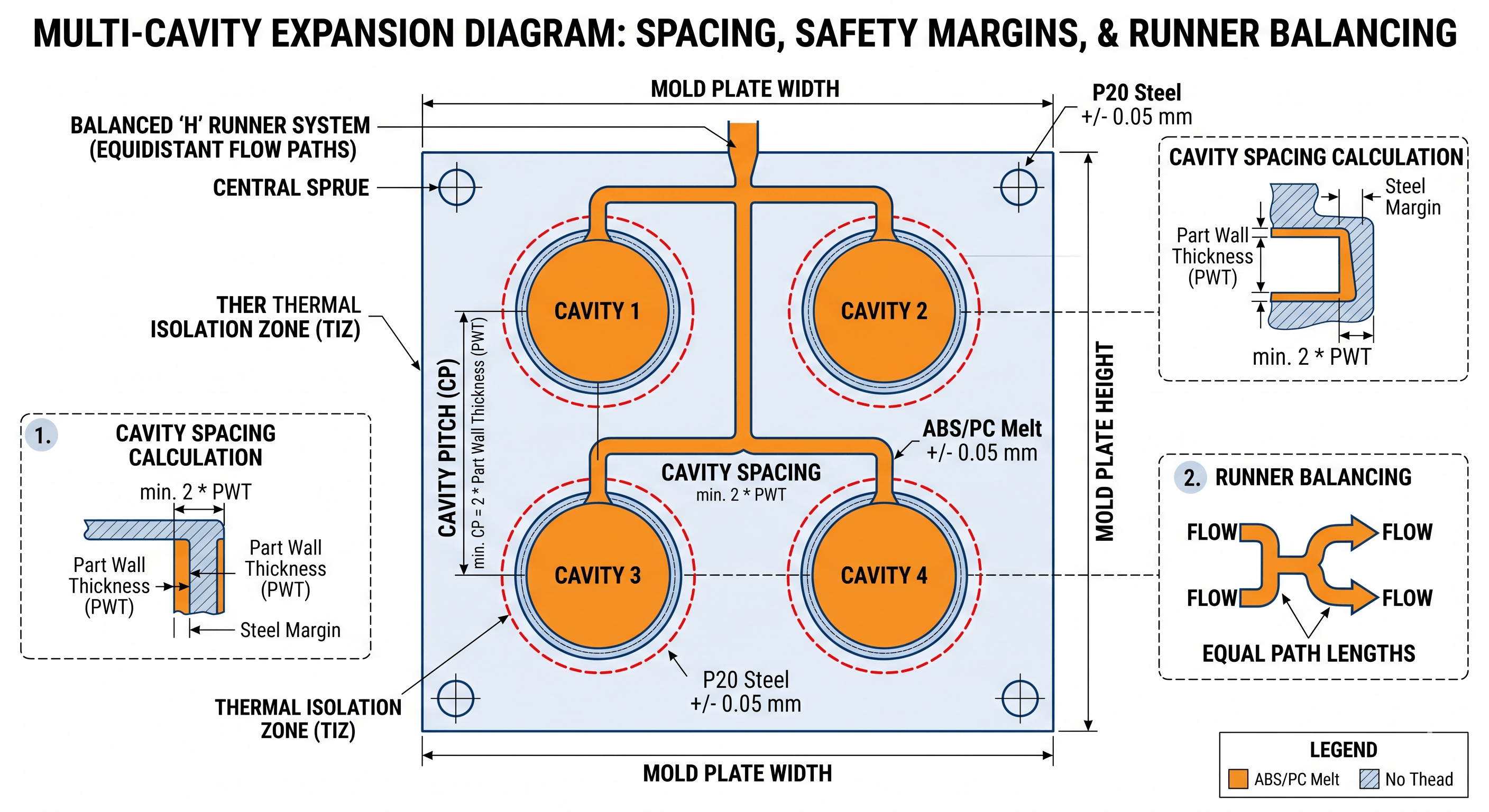
Formel: F > (A1 A2 A3 A4) * P / 0,8 - Kavitetsstigning och stålsäkerhet: Det måste finnas en minsta stålväggtjocklek på minst 2x den maximala delens väggtjocklek mellan hålrum för att säkerställa termisk stabilitet.
- Skottkapacitetsförhållande: Den totala vikten av 4 delar bör helst falla mellan 20 % och 80 % av injektionsmaskinens maximala skottkapacitet för att förhindra polymernedbrytning.
Kontextuella utdrag
- Vad är Runner Balancing? Det är den tekniska praxisen att designa lika långa flödesvägar för att säkerställa att smält plast når varje hålighet samtidigt, vilket förhindrar fluktuationer i delvikt och dimensioner.
- Vad är klämkraft? Trycket som appliceras av formsprutningsmaskinen för att hålla formen stängd mot det inre trycket som genereras av den insprutade plasten.
- Varför orsakar Rework "Flash"? Flash uppstår när plast läcker mellan formhalvorna, ofta orsakat av otillräcklig klämkraft eller plattavböjning efter att ha lagt till fler hålrum än formbasen var designad för att stödja.
Författare: IMTEC Mould
Kvalifikationer: Den här tekniska guiden skrevs av IMTEC Mould. Med över 18 års erfarenhet av högprecisionsformtillverkning
Expertis: Specialiserad på DFM (Design for Manufacturing), Multi-cavity Optimization och medicinska formsprutningsprotokoll.

