
Din guide till Kina -injektionsgjutning: Kostnad, kvalitet och hitta rätt partner
Introduktion till Kina -injektionsgjutning
Injektionsgjutning är en mångsidig och allmänt använt tillverkningsprocess för att producera delar från termoplastiska och termosetterande plastmaterial. Det handlar om att injicera smält material i en form, där det svalnar och stelnar i önskad form. Denna metod är känd för sin förmåga att producera komplexa delar med hög precision, utmärkt ytfinish och snabb produktionshastigheter, vilket gör den oumbärlig inom en mängd industrier, från fordon och medicinsk till konsumentelektronik och hushållsvaror.
Under de senaste decennierna har Kina framkommit som en dominerande kraft i det globala tillverkningslandskapet, och dess formsprutningsindustri är inget undantag. Landet har blivit en föredragen destination för företag över hela världen som söker formsprutningstjänster, till stor del på grund av dess robusta tillverkningsinfrastruktur, konkurrenskraftiga priser och omfattande nätverk av leverantörer. Den här guiden syftar till att ge en omfattande översikt över formsprutning i Kina och studera kritiska aspekter som kostnad, kvalitet och de väsentliga stegen för att hitta rätt tillverkningspartner för dina specifika projektbehov.
Att välja Kina för dina formsprutningsbehov kommer dock med en unik uppsättning fördelar och nackdelar som motiverar noggrant övervägande:
Fördelar med att välja Kina för formsprutning:
- Kostnadseffektivitet: En av de främsta drivkrafterna för outsourcing till Kina är de betydligt lägre arbetskraftskostnaderna jämfört med västländerna. Detta, i kombination med konkurrenskraftiga materialpriser och skalfördelar, resulterar ofta i en lägre total enhetskostnad för tillverkade delar.
- Etablerad infrastruktur och ekosystem: China har en mycket utvecklad tillverkningsinfrastruktur och ett stort ekosystem för stödjande industrier, inklusive mögelproducenter, materialleverantörer och sluttjänster. Detta möjliggör strömlinjeformade produktionsprocesser och snabb tillgång till resurser.
- Hög produktionskapacitet: Kinesiska tillverkare har ofta stora produktionskapaciteter, vilket gör dem väl lämpade för order med hög volym och massproduktion.
- Hastighet till marknaden: Effektiviteten och skalan för kinesisk tillverkning kan ofta leda till snabbare prototyper och produktionscykler, och accelerera tid för att marknadsföra för nya produkter.
- Teknologisk utveckling: Många ledande kinesiska formsprutningsföretag har investerat kraftigt i modernaste maskiner och antagit avancerad teknik och erbjuder sofistikerade kapaciteter och högkvalitativa resultat.
- Erfarenhet och expertis: Med decennier av erfarenhet av global tillverkning har kinesiska leverantörer samlat betydande expertis inom olika formsprutningstekniker och materialapplikationer.
Nackdelar med att välja Kina för formsprutning:
- Kommunikationsbarriärer: Språkskillnader och kulturella nyanser kan ibland leda till missförstånd eller missuppfattningar, vilket gör tydlig och konsekvent kommunikation avgörande.
- Immateriell egendom (IP) Problem: Medan ansträngningar har gjorts för att stärka IP -skyddet i Kina, har vissa företag fortfarande oro över att skydda sina mönster och egen information. Grundlig due diligence och robusta juridiska avtal är viktiga.
- Kvalitetskontrollutmaningar (om inte hanteras bra): Även om hög kvalitet är möjlig, kan upprätthållande av konsekvent kvalitet vara en utmaning utan korrekt övervakning, stränga kvalitetskontrollåtgärder och tydliga specifikationer. Det kräver proaktivt engagemang och en väldefinierad kvalitetssäkringsplan.
- Logistik och sjöfartskomplexitet: Att hantera internationell frakt, tullar och importtullar kan lägga till lager av komplexitet och kostnader för den övergripande processen.
- Ledtider för verktyg: Även om produktionen kan vara snabb, kan den initiala verktygsfasen (mögelskapande) fortfarande ha betydande ledtider, särskilt för komplexa mönster.
- Etiska och miljömässiga överväganden: Det är viktigt för företag att säkerställa att deras valda leverantörer följer etiska arbetspraxis och miljöregler, i linje med sina egna mål för företagens sociala ansvar.
Förstå formsprutningsprocessen
För att effektivt engagera sig i China -injektionstjänster är det avgörande att ha en grundläggande förståelse för själva formsprutningsprocessen. Denna kunskap ger dig möjlighet att kommunicera mer effektivt med tillverkare, förstå tekniska specifikationer och fatta välgrundade beslut om ditt projekt.
Steg-för-steg Förklaring av formsprutningsprocessen:
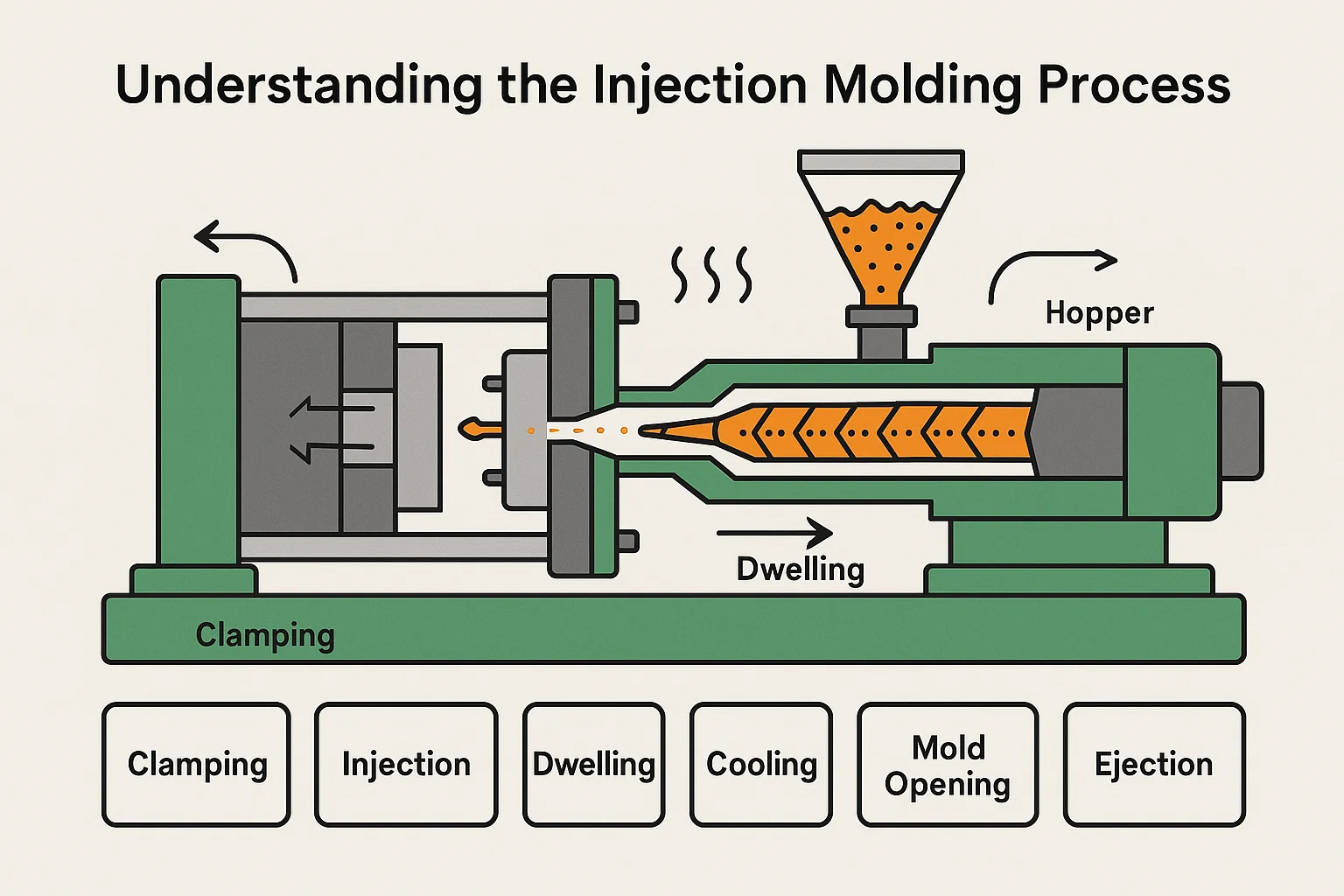
Injektionsmålningsprocessen är en cyklisk operation som, medan den verkar enkelt, innebär exakt kontroll av temperatur, tryck och tidpunkt för att skapa konsekventa delar. Här är de grundläggande stegen:
-
Klämma: Processen börjar med klämenheten. Två halvor av en form (kaviteten och kärnan) är ordentligt klämda ihop av en kraftfull hydraulisk eller elektrisk press. Den ena halvan av formen är vanligtvis stationär, medan den andra rör sig för att öppna och stänga. Denna klämkraft måste vara tillräcklig för att motstå det enorma trycket som utövas under injektion, vilket förhindrar att formen öppnas och blinkar (smält plast som flyr mellan formhalvorna).
-
Injektion: Plastpellets eller granuler matas från en behållare i en uppvärmd fat. Inuti fatet roterar en fram- och återgående skruv, smälter plastmaterialet genom en kombination av värme- och skjuvfriktion. När plasten är smält och en tillräcklig "skott" -storlek (mängden plast som behövs för delen) ackumuleras framför skruven, rör sig skruven framåt som en kolv, injicerar den smälta plasten vid högt tryck och hastighet i den stängda mögelhålan genom ett system med löpare och grindar.
-
Bostad (förpackning/hållning): Efter att mögelhålan har fyllts, upprätthålls en kontrollerad mängd tryck, känd som "bostad" eller "packning" -tryck,. Detta långvariga tryck hjälper till att kompensera för den volymetriska krympningen som uppstår när plasten svalnar och stelnar. Det säkerställer att mögelhålorna är helt fyllda, förhindrar handfat, tomrum och andra defekter och främjar dimensionell stabilitet.
-
Kyl: Med plasten som nu är fullpackad i formen börjar den svalna och stelna i formens form. Kylkanaler, ofta integrerade i formkonstruktionen och cirkulerande svalt vatten eller olja, underlättar denna process. Kyltiden är vanligtvis den längsta delen av formsprutningscykeln och beror på faktorer såsom materialet som används, väggtjockleken på delen och mögeldesign. Effektiv kylning är avgörande för att uppnå önskade delegenskaper och minimera cykeltider.
-
Mögelöppning: När delen har tillräckligt kylt och stelnat dras klämenheten och öppnar de två halvorna på formen.
-
Vräkning: När formen öppnas, skjuter ejektorstift, strategiskt placerade i formen, den stelnade delen ur mögelhålan. Dessa stift är utformade för att tillämpa jämnt tryck för att undvika deformering eller skada den nyligen gjutna delen. Delen faller sedan på ett transportband eller i en samlingsfack.
-
Efterbehandling (valfritt): Efter utkastning kan vissa delar kräva mindre efterbehandling, såsom att trimma löpare eller grindar (kanalerna som ledde plasten i mögelhålan), avbörda eller sekundära operationer som montering, målning eller tryckning. I många fall kan överskottsmaterial från löpare återanvändas och återanvändas, vilket bidrar till kostnadseffektivitet och minskat avfall. Cykeln upprepar sedan.
Olika typer av formsprutningstekniker som används i Kina:
Medan kärnprocessen förblir konsekvent, möjliggör Kinas avancerade tillverkningsfunktioner en mängd specialiserade injektionsmålningstekniker för att uppfylla olika produktkrav:
- Standard termoplastinsprutning: Detta är den vanligaste metoden med användning av termoplastiska polymerer som kan smältas upprepade gånger. Det är lämpligt för ett stort antal konsument- och industriprodukter.
- Övermoldning: Denna teknik involverar formning av ett material över en annan befintlig komponent (underlaget), ofta för att skapa en produkt med flera material, färger eller strukturer (t.ex. mjukgreppshandtag på verktyg, tätningar på elektroniska kapslingar). Substratet kan vara plast, metall eller ett annat material.
- Sätt in gjutning: I likhet med övermoldning, men här placeras förformade skär (vanligtvis metallkomponenter som gängade skär, stift eller elektroniska kontakter) i formen före injektion. Den smälta plasten flyter runt och kapslar in dessa skär, vilket skapar en enda integrerad del. Detta förbättrar delstyrka, funktionalitet eller möjliggör elektrisk konduktivitet.
- Två-skott (flerskott) injektionsgjutning: Denna avancerade process producerar delar med två eller flera olika plastmaterial eller färger i en enda gjutningscykel, ofta i samma maskin. Det eliminerar behovet av montering och möjliggör komplexa mönster med distinkta materialegenskaper eller estetiska egenskaper.
- Gasassisterad formsprutning: För delar med tjocka sektioner eller de som kräver förbättrad ytfinish och reducerade sjunkande märken injiceras inert gas (som kväve) i mögelhålan efter ett partiellt skott av smält plast. Gasen skapar inre kanaler, skjuter plasten mot formväggarna och minskar materialanvändningen och kyltiden.
- Flytande silikongummi (LSR) formsprutning: Denna process är specifikt utformad för flytande silikongummi, ett termosetmaterial känt för sin flexibilitet, högtemperaturresistens och biokompatibilitet. Det används ofta för medicintekniska produkter, tätningar och konsumentvaror.
- Tunnväggsgjutning: Denna teknik fokuserar på att producera delar med extremt tunna väggsektioner, vanligtvis för applikationer där materialminskning, lättviktning och snabba cykeltider är kritiska, såsom förpackning eller engångsartiklar.
- Heta löpare formar kontra kalla löpare formar: Dessa hänvisar till löparsystemet (kanalerna som leder smält plast till mögelhålorna).
- Kall löpare formar: Plasten i löparna svalnar och stelnar tillsammans med delen. Detta löpsmaterial matas sedan ut och måste tas bort från delen, ofta återvinns. De är enklare och billigare att bygga men kan generera mer avfall.
- Heta löpare formar: Löparna hålls uppvärmda, så plasten i dem förblir smält under hela cykeln. Detta innebär inget materiellt avfall från löparna, vilket leder till effektivare materialanvändning, snabbare cykeltider och ofta en bättre kosmetisk finish från delen. De är mer komplexa och dyra att verktyg initialt.
Material som vanligtvis används i Kina -formsprutning:
Kinesiska formsprutningsanläggningar arbetar med ett omfattande utbud av termoplastiska material, valt baserat på önskade mekaniska, termiska, kemiska och estetiska egenskaper hos slutprodukten. Några av de mest använda materialen inkluderar:
- Polypropylen (PP): En mångsidig och kostnadseffektiv termoplast känd för sin utmärkta kemiska resistens, trötthetsresistens och flexibilitet. Det används allmänt i förpackningar, bilkomponenter, konsumentvaror och levande gångjärn.
- Akrylonitril butadienstyren (ABS): En tuff, styv och slagbeständig teknisk termoplast med goda estetiska egenskaper. Det används ofta för hus med elektroniska enheter, fordonsdelar, leksaker (t.ex. LEGO -tegel) och konsumentprodukter på grund av dess förmåga att lätt formas och färdas.
- Polykarbonat (PC): En högpresterande, stark och exceptionellt slagbeständig termoplastisk, ofta transparent. Det erbjuder god värmemotstånd och dimensionell stabilitet, vilket gör den lämplig för applikationer som linser, säkerhetsglasögon, elektroniska kapslingar och bilkomponenter.
- Polyeten (PE): Polyeten finns i olika tätheter (HDPE, LDPE, LLDPE) och är känd för sin flexibilitet, kemiska resistens och goda elektriska isoleringsegenskaper. Det används ofta för flaskor, behållare, väskor och rör.
- Nylon (polyamid - PA): En stark, hållbar teknisk plast med god slitmotstånd, kemisk motstånd och hög temperaturprestanda. Det är ofta förstärkt med glasfibrer för ökad styrka och används i bildelar (t.ex. motorkomponenter, kontakter), växlar och lager.
- Polystyren (PS): Levereras i allmänt ändamål (GPPS, tydlig och spröd) och högeffekt (höfter, ogenomskinliga och tuffare) betyg. Det är billigt och används för engångsbestick, CD -fodral och apparater.
- Polyvinylklorid (PVC): Ett hållbart och mångsidigt material, tillgängligt i styva och flexibla former. Det erbjuder bra kemisk resistens och används i rör, beslag, fönsterramar och medicintekniska produkter.
- Termoplastiska elastomerer (TPE/TPR): Dessa material kombinerar egenskaperna hos gummi och plast och erbjuder flexibilitet, gott grepp och stötdämpning. De används för mjuka beröringsgrepp, tätningar, packningar och övermoldade komponenter.
Kostnadsanalys av formsprutning
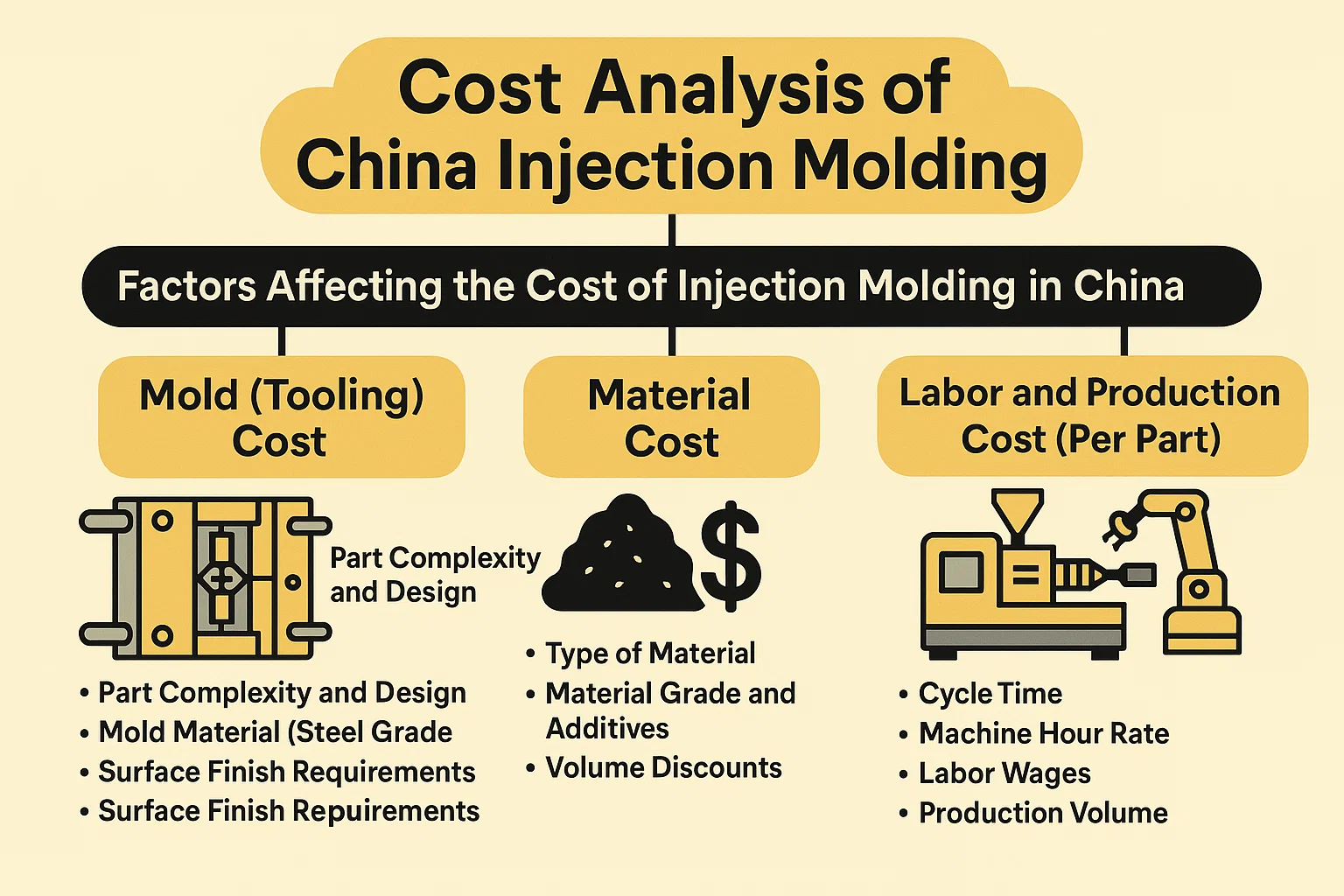
En av de främsta motivationerna för företag att välja Kina för formsprutning är den upplevda kostnadsfördelen. Även om Kina i allmänhet erbjuder mer konkurrenskraftiga priser än många västerländska länder, är det att förstå de olika faktorerna som bidrar till den totala kostnaden för exakt budgetering och undvikande av oväntade utgifter. Den totala kostnaden för ett formsprutningsprojekt kan i stort sett kategoriseras i mögel (verktygskostnad) kostnad, materialkostnad och produktion (arbetskraft/maskin).
Faktorer som påverkar kostnaden för formsprutning i Kina:
-
Mögel (verktyg) Kostnad: Detta är ofta den mest betydande investeringen i förväg och kan variera dramatiskt.
- Delkomplexitet och design: Enkla delar med enhetlig väggtjocklek, minimala underskott och enkla geometrier kräver mindre komplexa formar, vilket leder till lägre verktygskostnader. Omvänt kommer intrikata delar med fina detaljer, snäva toleranser, flera underskott som kräver sidorättningar eller lyftare och komplexa strukturer att kräva mer sofistikerade och dyra formar, vilket ofta kräver mer avancerad bearbetning (t.ex. EDM) och längre byggtider.
- Mögelmaterial (stålkvalitet): Den typ av stål som används för formen påverkar direkt dess kostnad och livslängd.
- P20, 718H: Dessa är vanliga val för prototypformar eller produktion med lägre volym, vilket erbjuder en god balans mellan kostnad och prestanda.
- NAK80, H13: Härdade stål som dessa är betydligt dyrare men erbjuder överlägsen hållbarhet, värmebeständighet och ytbehandlingsfunktioner, vilket gör dem idealiska för högvolym, långlivsproduktionsformar.
- Antal hålrum: En mögel kan ha ett enda hålrum (producera en del per cykel) eller flera hålrum (producerar flera delar per cykel). Multikavitetsformar har en högre initial verktygskostnad men minskar dramatiskt produktionskostnaden per del genom att öka produktionen per cykel, vilket gör dem kostnadseffektiva för högvolymkörningar.
- Mögelbas och komponenter: Storleken på formen, typen av löparsystem (Hot Runner vs. Cold Runner) och kvaliteten på standardmögelkomponenter (ejektorstift, bilder, etc.) bidrar alla till verktygskostnaden. Heta löpare formar, medan dyrare initialt, förutom på materialavfall och cykeltid, vilket leder till lägre kostnader per del i hög volym.
- Krav på ytbehandling: Mycket polerade ytor (t.ex. SPI A-1-finish) eller komplexa strukturer kräver mer intensiva arbetskrafts- och specialiserade verktygstekniker, vilket lägger till mögelkostnaden.
- Mögel livslängd: Tillverkare designar formar för ett specifikt antal cykler (skott). En mögel utformad för en högre livslängd (t.ex. 1 miljon skott) kommer att byggas med mer robusta material och precision, vilket har en högre kostnad än en form utformad för 50 000 skott.
-
Materialkostnad: Kostnaden för själva plasthartset är en direkt och ofta betydande del av kostnaden per del.
- Typ av material: Som diskuterats är varuplast som PP eller ABS betydligt billigare per kilo än tekniska plast som PC, Nylon eller högpresterande polymerer (t.ex. Peek, Ultem).
- Materialbetyg och tillsatser: Virginmaterial är dyrare än återvunna betyg. Införandet av tillsatser som UV -stabilisatorer, flamskyddsmedel, glasfibrer (för styrka), färgämnen (särskilt anpassade färger, vita eller transparenta) eller speciella funktionella tillsatser kommer att öka materialkostnaderna.
- Volymrabatter: Större materialköp för produktion med hög volym kan ofta säkra bättre priser från leverantörer.
- Marknadsfluktuationer: Priserna för globala harts är föremål för efterfrågan på marknaden, oljepriserna och dynamiken för leveranskedjan, vilket kan påverka kostnaden per del över tid.
-
Arbetskostnader och produktionskostnader (per del): Detta är kostnaden för att köra formsprutningsmaskiner och arbetskraften.
- Cykeltid: Den tid det tar att producera en del (eller ett skott från en multi-cavitetsform) är en kritisk kostnadsförare. Kortare cykeltider innebär att fler delar kan produceras per timme, vilket minskar kostnaden per del. Faktorer som deldesign (väggtjocklek), materialegenskaper, mögelkylningseffektivitet och maskinfunktioner påverkar cykeltiden.
- Maskin timme: Detta inkluderar kostnaden för el, maskinavskrivningar, underhåll och omkostnader som tilldelats maskinens driftstid. Större, mer sofistikerade maskiner har vanligtvis högre timpriser.
- Arbetslön: Kinas arbetskostnader, medan de stiger, är fortfarande betydligt lägre än i många västerländska länder. Detta är en nyckelfaktor i den totala kostnadsfördelen.
- Produktionsvolym: Detta är utan tvekan den mest påverkande faktorn på kostnad per del.
- Skalfördelar: Fasta kostnader (som verktyg) amorteras över det totala antalet producerade delar. Ju högre produktionsvolym, desto lägre är kostnaden per del för både verktyg och installation.
- Inställningar och byte: Varje gång en form ändras eller en ny produktionskörning är inställd, finns det kostnader förknippade med maskinstopp och arbetskraft. Högre volymer minskar frekvensen för dessa övergångar, vilket optimerar effektiviteten.
- Efterbehandling: Eventuella sekundära operationer som deburering, montering, målning, tryckning eller specialiserad förpackning kommer att öka kostnaden per del.
Jämför kostnader med andra länder:
Kina har historiskt sett erbjudit betydande kostnadsfördelar i formsprutning, särskilt för medel till hög volymproduktion.
- Kina mot västländer (t.ex. USA, Europa): Kinesiska formsprutningskostnader är vanligtvis 20-50% lägre än i USA och 30-60% lägre än i Europa. Detta gap drivs främst av:
- Lägre arbetskraftskostnader: Skicklig arbetskraft i Kina befaller fortfarande lägre löner.
- Konkurrenskraftigt verktyg: Kostnaden för att designa och tillverka formar i Kina är i allmänhet mycket lägre på grund av effektiva verktygsbutiker, lägre materialkostnader (särskilt för verktygsstål) och konkurrenslön för mögelproducenter.
- Skalfördelar: Kinas enorma tillverkningskapacitet möjliggör storskalig produktion, vilket ytterligare minskar kostnaderna per enhet.
- Integrerad leveranskedja: En mogen och sammankopplad leveranskedja för råvaror, maskiner och tillhörande tjänster hjälper till att hålla kostnaderna nere.
- Kina kontra tillväxtekonomier (t.ex. Vietnam, Indien, Mexiko): Medan länder som Vietnam, Indien och Mexiko dyker upp som lägre kostnadsalternativ, särskilt för vissa produkttyper eller för företag som söker regional diversifiering, upprätthåller Kina ofta fortfarande en fördel i:
- Verktyg för sofistikering och kapacitet: För komplexa formar och högprecisionsdelar är Kinas verktygskompetens i allmänhet mer avancerad.
- Försörjningskedjan: Mognad: Kinas väletablerade och omfattande leveranskedja för formsprutning är svårt att matcha.
- Skalbarhet: För mycket högvolymprojekt är Kinas kapacitet och effektivitet ofta överlägsna.
- Stigande kostnader i Kina: Det är viktigt att notera att arbetskraftskostnaderna i Kina har ökat stadigt, och faktorer som tullar och geopolitiska överväganden kan påverka den totala kostnadsekvationen. Men för många projekt, särskilt de som kräver komplexa verktyg eller stora volymer, förblir Kina mycket konkurrenskraftigt.
Tips för att minska formsprutningskostnaderna:
- Optimera deldesign för tillverkbarhet (DFM):
- Förenkla geometri: Minska komplexa funktioner, underskott och onödiga komplikationer.
- Upprätthålla enhetlig väggtjocklek: Detta främjar konsekvent kylning, minskar cykeltiden, förhindrar vridnings- och handfatmärken och förenklar mögelsdesign.
- Lägg till dragvinklar: Säkerställa adekvat utkast (avsmalnande) på alla vertikala väggar för att möjliggöra enkel delutkastning, minska utkastningskraften och potentiella skador och undvika dyra mögelmodifieringar.
- Inkorporera revben och krossar: Istället för att öka väggtjockleken för styrka, använd revben och krossar för att lägga till styvhet samtidigt som materialanvändning och kyltid minimeras.
- Tänk på självpara eller universella delar: Att utforma delar som kan användas omväxlande (t.ex. en topp och botten som är identisk) kan minska antalet unika formar som behövs.
- Strategiskt materialval:
- Välj standardmaterial: Välj vanligt tillgängliga och billigare hartser som PP eller ABS såvida inte specifika prestandakrav kräver teknik eller högpresterande plast.
- Minimera färgändringar: Att använda "naturligt" eller svart harts är ofta det billigaste. Anpassade eller unika färger lägger till kostnader på grund av färgämnen och maskinrengöring mellan körningar.
- Överväg återvunnet innehåll: Om du är lämplig för din applikation kan du använda återvunnet termoplast sänka materialkostnaderna.
- Optimera produktionsvolymen:
- Matcha kavitation till volym: För mycket höga volymer, investera i en multikavitetsform för att sänka kostnaden per del. För lägre volymer kan en enkelkavitetsform eller till och med en snabb prototypform (t.ex. aluminium) vara mer kostnadseffektivt.
- Konsolidera beställningar: Om du har flera delar kan det att producera dem samtidigt eller konsolidera order utnyttja skalfördelar för material och produktion.
- Arbeta nära med din leverantör med verktyg:
- Diskutera mögelmaterial: Förstå avvägningarna mellan mögelkostnader och livslängd baserat på din beräknade produktionsvolym.
- Överväg Hot vs. Cold Runner: För höga volymer kan den initiala högre kostnaden för en varm löpare form snabbt kompenseras av materialbesparingar och snabbare cykeltider.
- Förhandla om verktygsägande: Förklara vem som äger formen och villkoren för underhåll och lagring.
- Effektiv kommunikation och kvalitetskontroll:
- Ge tydliga specifikationer: Detaljerade 2D -ritningar med toleranser och 3D -CAD -modeller är viktiga för att undvika missuppfattningar och kostsamma omarbetningar.
- Implementera robusta kvalitetskontroller: Proaktiv kvalitetskontroll kan förhindra dyr skrot, omarbetning och frakt av defekta delar.
- Strömlinjeformning och förpackning:
- Optimera fraktmetoder: Balanshastighet (flygfrakt) med kostnad (havsfrakt) baserat på din tidslinje.
- Enkel förpackning: Standard bulkförpackning är billigare än anpassad detaljhandelsförpackning.
Kvalitetskontroll i Kina -formsprutning
Även om kostnadseffektivitet är ett stort drag för formsprutning av porslin, är att uppnå och upprätthålla hög produktkvalitet av största vikt. Utan rigorös kvalitetskontroll (QC) kan till och med de lägsta priserna leda till betydande förluster genom defekta produkter, kundens missnöje, varumärkesskador och kostsamma omarbetningar eller återkallelser. Att förstå hur kvalitet hanteras, vilka problem att leta efter och certifieringarna att söka är avgörande för ett framgångsrikt tillverkningspartnerskap.
Betydelsen av kvalitetskontroll:
Kvalitetskontroll är inte bara en eftertanke; Det är en integrerad del av hela tillverkningslivscykeln, från design till leverans. Dess betydelse kan inte överskattas vid formsprutning, särskilt när outsourcing:
- Säkerställa produktens tillförlitlighet och prestanda: Konsekvent kvalitet säkerställer att varje del fungerar som avsedd, uppfyller designspecifikationer och presterar pålitligt i sin slutapplikation.
- Minimera fel och avfall: Effektiv QC identifierar problem tidigt i processen, vilket förhindrar produktion av stora partier av defekta delar, vilket minskar materialavfall, energiförbrukning och omarbetningskostnader.
- Upprätthålla varumärkesanspråk: Produkter av hög kvalitet bygger kundförtroende och lojalitet och förbättrar ditt varumärkes image och marknadsstatus. Omvänt kan kvalitetsfel snabbt plåga ett rykte.
- Uppfyller branschstandarder och förordningar: Många branscher (t.ex. medicinska, fordon, flyg- och rymd) har strikta lagkrav som gjutna delar måste uppfylla. QC säkerställer efterlevnad.
- Kostnadsbesparingar på lång sikt: Medan implementering av QC -åtgärder har en kostnad på förhand, sparar det betydligt mer genom att förhindra kostsamma återkallelser, garantianspråk, returer och behovet av att skrapa och omtillverkningsdelar.
- Förutsägbar produktion: Ett robust QC -system leder till mer förutsägbara produktionsresultat, färre förseningar och mer pålitliga leveransplaner.
Vanliga kvalitetsproblem och hur man undviker dem:
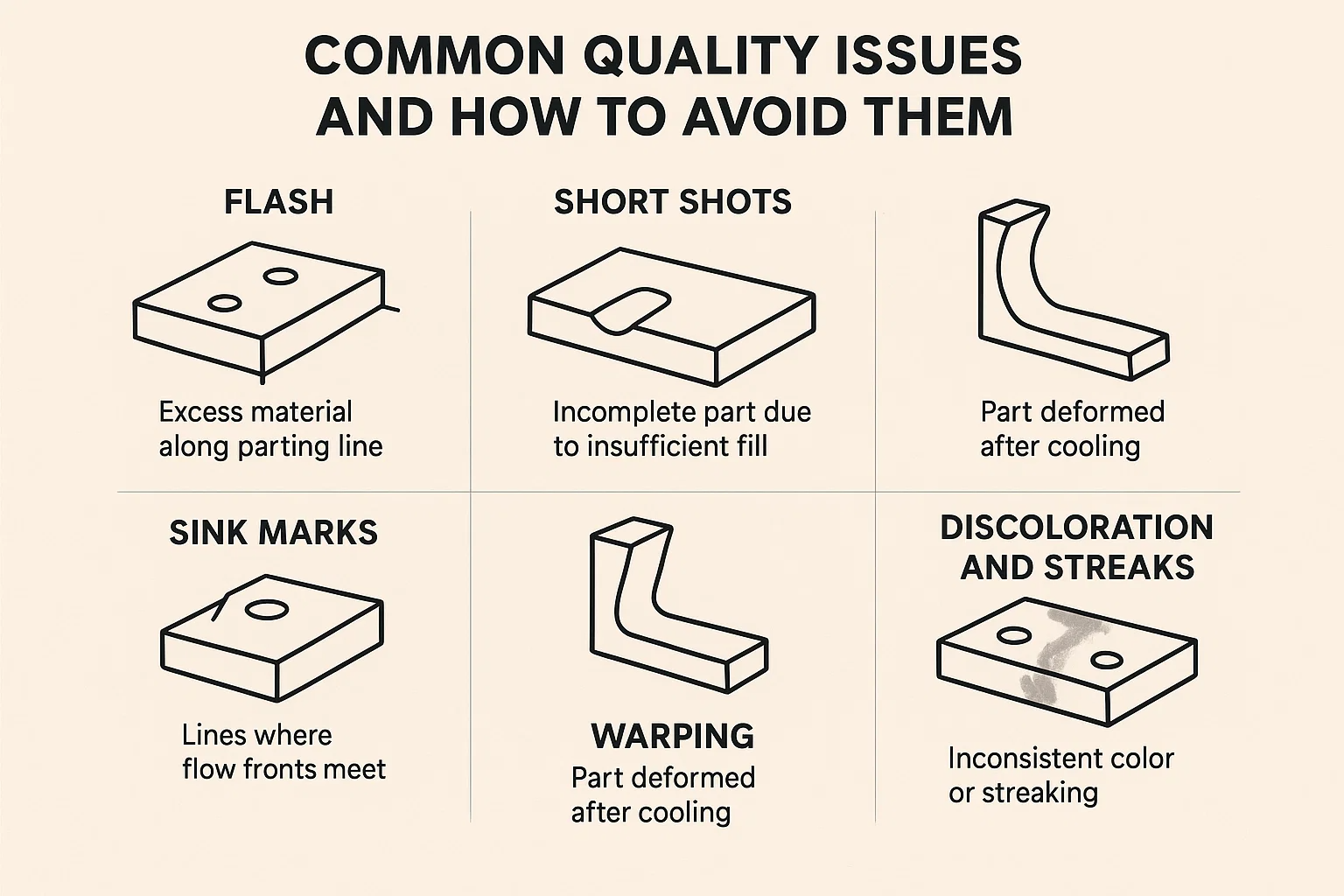
Trots precisionen i formsprutning kan olika defekter uppstå. Att erkänna dessa och förstå deras orsaker är nyckeln till förebyggande och effektiv problemlösning med din kinesiska tillverkare.
-
Flash (eller burrs):
- Beskrivning: Överskottsmaterial som sipprar ut ur mögelhålan och bildar ett tunt, oönskat skikt längs delens avskedslinje.
- Orsaker: För mycket injektionstryck eller hastighet, otillräcklig klämkraft, slitna formar, feljustering av form eller dålig mögeldesign (t.ex. felaktig tätning).
- Undvikande: Optimera injektionsparametrar (tryck, hastighet), säkerställa adekvat klämkraft, regelbunden mögelunderhåll och inspektion och exakt mögelkonstruktion.
-
Kortbilder (eller icke-fyllningar):
- Beskrivning: En ofullständig del där den smälta plasten inte helt fyllde mögelhålan, vilket resulterade i saknade sektioner.
- Orsaker: Otillräckligt material injicerat, lågt injektionstryck/hastighet, materialviskositet för hög, mögel temperatur för låg eller fångad luft/otillräcklig ventilering.
- Undvikande: Öka skottstorleken, öka injektionstrycket/hastigheten, säkerställa korrekt smältemperatur, optimera mögeltemperaturen, förbättra mögelventilation eller överväga grindplatsförändringar.
-
Sänkmärken:
- Beskrivning: Depressioner eller grunt kratrar på ytan av en gjuten del, vanligtvis i tjockare sektioner.
- Orsaker: Ojämn kylning av plasten, särskilt när tjockare sektioner svalnar långsammare och krymper inåt, eller otillräcklig förpackning/hålltryck.
- Undvikande: Konstruktionsdelar med enhetlig väggtjocklek, öka hålltrycket och tiden, lägre smält- eller mögeltemperatur något, eller omarbeta delen för att minska tjocka sektioner.
-
Warping (eller distorsion):
- Beskrivning: Deformerade eller tvinnade delar som inte behåller sin avsedda form efter kylning.
- Orsaker: Ojämn kylningshastigheter under hela delen, interna spänningar från materialkrympning eller felaktig mögelkonstruktion (t.ex. brist på enhetlig väggtjocklek, otillräckliga kylkanaler).
- Undvikande: Säkerställa enhetlig kylning och mögeltemperatur, optimera kyltiden, designdelar med konsekvent väggtjocklek eller överväga materiella förändringar med lägre krympningshastigheter.
-
Svetslinjer (eller stickade linjer):
- Beskrivning: Synliga linjer eller hack där två eller flera flödesfronter av smält plast möts och återförsäljar, ofta runt hål eller insatser. Dessa kan vara kosmetiska eller strukturella svagheter.
- Orsaker: Smält plaststelning före helt blandning, låg smält- eller mögeltemperatur eller dålig grindplacering.
- Undvikande: Öka smält-/mögeltemperaturen, öka injektionshastigheten, optimera grindplatsen för att minimera flödesvägar eller använda material med bättre flödesegenskaper.
-
Missfärgning och streck:
- Beskrivning: Inkonsekvent färg, strejk eller fläckar på delytan.
- Orsaker: Kontaminering i råmaterialet, felaktig blandning av färgämnen, materialnedbrytning på grund av överdriven värme eller rest i maskinfatet/munstycket.
- Undvikande: Säkerställa renlighet med råmaterial, korrekt torkning av hygroskopiska material, exakt färgämne dosering, optimerad smälttemperaturkontroll och regelbunden maskinrengöring.
-
Hålrum (eller bubblor):
- Beskrivning: Fångade luftbubblor eller tomma fickor i den gjutna delen.
- Orsaker: Otillräckligt förpackningstryck, fångade gaser från fukt eller materialnedbrytning eller snabb kylning som tätar av den yttre huden innan kärnan kan stelna.
- Undvikande: Öka förpackningstrycket, säkerställa korrekt materialtorkning, förbättra mögelventilation eller optimera kylningshastigheterna.
Kvalitetskontrollåtgärder och certifieringar:
Ansynta kinesiska injektionsmålningstillverkare implementerar omfattande QC -åtgärder under hela produktionsprocessen. När du söker leverantörer, leta efter bevis på följande:
-
Design for Manufacturability (DFM) Review: QC börjar i designfasen. En bra tillverkare kommer att granska din delkonstruktion för potentiella formproblem (t.ex. väggtjocklek, dragvinklar, underskott) före mögelverkning, vilket förhindrar kostsamma fel längs linjen.
-
Inkommande materialinspektion (IQC):
- Verifiering av råmaterial (harts) mot specifikationer (t.ex. materiella säkerhetsdatablad - MSD: er, analyscertifikat - COA).
- Kontrollera för korrekt torkning av hygroskopiska material, eftersom fukt kan orsaka defekter.
-
Mögel/verktygskontroll:
- Grundlig inspektion av den tillverkade formen innan produktionen körs, inklusive dimensionella kontroller, ytbehandling och funktionalitetstester (t.ex. heta löparsystem, ejektionsmekanism).
- Första artikelinspektionen (FAI): Producera ett litet parti delar ("första artikeln") från den nya formen och utför en detaljerad dimensionell inspektion och funktionstest. Detta är ett kritiskt steg för att verifiera formens noggrannhet före massproduktionen.
-
Kvalitetskontroll i processen (IPQC):
- Parameterövervakning: Kontinuerlig övervakning och kontroll av kritiska formningsparametrar (temperatur, tryck, cykeltid, injektionshastighet) med hjälp av statistiska processkontroll (SPC) -tekniker för att säkerställa konsistens.
- Visuella inspektioner: Regelbundna visuella kontroller från operatörer för defekter som blixt, missfärgning eller korta bilder.
- Dimensionella kontroller: Periodiska dimensionella mätningar av delar under produktion med användning av bromsok, mikrometrar, CMM (koordinatmätmaskin) eller optiska komparatorer för att säkerställa att de förblir inom specifika toleranser.
- Provtagning: Implementering av en definierad provtagningsplan (t.ex. AQL - acceptabel kvalitetsgräns) för att inspektera en delmängd av delar med regelbundna intervall.
-
Slutlig kvalitetskontroll (FQC) / Förfyllningskontroll:
- En sista, omfattande inspektion av de färdiga produkterna före förpackning och leverans. Detta inkluderar visuell, dimensionell och ofta funktionell testning.
- Verifiering av förpackningar och märkning.
- Ofta är tredjeparts inspektionsbyråer anställda i detta skede för en opartisk bedömning.
Certifieringar:
Certifieringar visar en tillverkares engagemang för etablerade kvalitetshanteringssystem och specifika industristandarder.
- ISO 9001: Detta är den vanligaste och grundläggande internationella standarden för kvalitetshanteringssystem (QMS). Ett ISO 9001 -certifierat företag har ett dokumenterat system på plats för att hantera sina processer, säkerställa konsistens, kundnöjdhet och kontinuerlig förbättring. Det är en förväntning på baslinjen för alla ansedda kinesiska tillverkare.
- ISO/TS 16949 (nu IATF 16949): Detta är en specifik kvalitetsstandard för bilindustrin. Tillverkare med denna certifiering är mycket erfarna i stränga kvalitetskrav, processkontroller och kontinuerlig förbättring, vilket gör dem till idealiska partners för bilkomponenter.
- ISO 13485: Denna standard anger krav för ett omfattande kvalitetshanteringssystem för design och tillverkning av medicinska
- CE, ROHS, REACH, FDA, etc .: Dessa är produktspecifika efterlevnadscertifieringar som är relevanta för vissa marknader eller väsentliga begränsningar. Även om det inte är direkt en QMS -certifiering, är en tillverkares kännedom om dessa standarder och förmåga att producera kompatibla delar en stark indikator på deras kvalitetsfunktioner.
Hitta rätt porslininsprutningspartner
Att identifiera och säkra en pålitlig och kompetent injektionsmålningspartner i Kina är utan tvekan det mest avgörande steget för framgången för ditt projekt. Marknaden är enorm, med tusentals leverantörer som sträcker sig från små workshops till stora, mycket automatiserade fabriker. Att navigera i detta landskap kräver en strategisk strategi, grundlig due diligence och en förståelse för effektiv kommunikation och kulturella nyanser.
Var hittar du formsprutningsföretag i Kina:
Det finns flera vägar att utforska när du söker efter potentiella tillverkningspartners:
-
Online B2B -plattformar och kataloger: Dessa är ofta det första stoppet för många företag på grund av deras omfattande databaser och tillgänglighet.
- Alibaba.com: Den största globala B2B -marknaden som erbjuder ett stort urval av tillverkare. Använd filter för "verifierad leverantör", "handelsförsäkring" och specifika produktkategorier för att begränsa din sökning. Granska leverantörsprofiler, transaktionshistorik och kundrecensioner.
- Globala källor (GlobalSources.com): Liknar Alibaba, med ett starkt fokus på elektronik, komponenter och mer specialiserade industrier. Känd för mer detaljerade företagsprofiler.
- Made-in-China.com: En annan framträdande plattform som erbjuder ett brett utbud av leverantörer inom olika branscher, inklusive plast och gjutning.
- Specialiserade tillverkningskataloger: Vissa webbplatser eller branschorganisationer kan erbjuda mer kuraterade listor över tillverkare som specifikt fokuserar på formsprutning eller din speciella produkttyp.
- Hanterade inköpstjänster: Företag som Xometry eller Sourcing Allies erbjuder hanterade tjänster där de har ett kontrollerat nätverk av kinesiska leverantörer och hanterar kommunikations- och projektledning för dina räkning, vilket kan vara fördelaktigt för de som är nya för inköp i Kina eller med begränsade resurser.
-
Mässor: Att delta i mässor i Kina erbjuder en oöverträffad möjlighet till ansikte-till-ansikte-interaktion, fabriksbesök och direkt bedömning av kapacitet.
- Chinaplas: Detta är utan tvekan världens ledande mässa för plast och gummi, som hålls årligen i Kina (växlar mellan Shenzhen och Shanghai). Det är en viktig händelse för att upptäcka ny teknik, material och ansluta till ett stort antal tillverkare av formsprutningsmaskiner och tjänsteleverantörer.
- Die & Mold China: En annan betydande utställning som fokuserar specifikt på mögel- och matstillverkning, som är integrerad i formsprutning.
- Canton Fair (China Import and Export Fair): Medan en bredare utställning som täcker nästan alla produktkategorier, har Canton Fair ofta en betydande sektion som är avsedd för maskiner och industriprodukter där injektionsmålföretag uppvisar.
- Branschspecifika mässor: Beroende på din produkt (t.ex. fordonsdelar, medicintekniska produkter) kan det finnas specialiserade mässor i Kina där du kan hitta tillverkare med relevant expertis och certifieringar.
-
Referenser och nätverk:
- Branschanslutningar: Utnyttja ditt professionella nätverk. Fråga kollegor, branschkamrater eller konsulter om rekommendationer baserade på deras positiva erfarenheter.
- Sourcing Agents/Consultants: Erfaren sourcing -agenter eller konsulter med en stark närvaro och nätverk i Kina kan ge ovärderlig hjälp. De har ofta förinställda listor över tillförlitliga leverantörer och kan överbrygga kultur- och kommunikationsgap.
Due diligence: verifiera leverantörens kapacitet och erfarenhet:
När du har en lista över potentiella partners är rigorös due diligence kritisk. Lita inte enbart på online -profiler.
-
Begär omfattande företagsinformation:
- Affärslicens och registrering: Begär en kopia av deras officiella affärslicens. Kontrollera dess legitimitet genom officiella kinesiska regeringsdatabaser (t.ex. National Enterprise Credit Information Publicity System - NECIPS). Detta bekräftar att de är en lagligt registrerad enhet.
- Certifieringar: Be om kopior av relevanta certifieringar (ISO 9001, ISO 13485, IATF 16949, etc.) och verifiera deras äkthet med de utfärdande organen om möjligt.
- Exportlicens: Se till att de har nödvändiga licenser för att exportera varor från Kina.
- Företagsprofil och historia: Förstå deras år inom affärer, företagsstorlek, antal anställda och de viktigaste marknaderna. Längre driftshistoria indikerar ofta stabilitet.
-
Utvärdera tillverkningsfunktioner:
- Utrustningslista: Begär en detaljerad lista över deras maskiner, inklusive formsprutningsmaskiner, märken och åldrar. Detta indikerar deras kapacitet och förmåga att hantera din delstorlek.
- Verktygsfunktioner: Fråga om de har intern mögeldesign och tillverkningsfunktioner eller om de lägger ut. Internt verktyg ger ofta bättre kontroll över kvalitet och ledtider.
- Produktionskapacitet: Diskutera deras dagliga/månatliga produktionskapacitet som är relevanta för din projektvolym.
- Materialupplevelse: Bekräfta deras upplevelse med de specifika plastmaterial du planerar att använda.
- Sekundära operationer: Fråga om deras kapacitet för processer efter montering som montering, målning, utskrift, ultraljudssvetsning etc. om det behövs.
- Provdelar: Begär prover av delar som de tidigare har format (idealiskt likadant i komplexitet eller material till ditt). Detta ger dig en konkret känsla av deras kvalitet.
-
Utvärdera kvalitetskontrollsystem:
- QMS -dokumentation: Be om deras manual för kvalitetshanteringssystem (QMS) eller procedurer, särskilt relaterade till inkommande materialinspektion, kontroll av processen och slutlig inspektion.
- Inspektionsutrustning: Fråga om deras inspektionsverktyg (CMM, bromsok, mätare, optiska komparatorer).
- Spårbarhet: Förstå deras system för spårningsmaterial och produktionssatser.
- Defekthantering: Hur identifierar de, dokumenterar och löser kvalitetsproblem?
- Tredjepartsrevisioner: Överväg att anställa ett tredjeparts inspektionsföretag för att genomföra en fabriksrevision. Detta ger en objektiv bedömning av deras anläggningar, processer och kvalitetssystem.
-
Kontroll av finansiell stabilitet (om möjligt): Även om det är svårare att få direkt, är en ekonomiskt stabil leverantör mindre benägna att upphöra med verksamheten i mitten av projektet. En inköpsagent eller handelskreditbyrå kanske kan ge några insikter.
-
Referenser: Begär referenser från befintliga eller tidigare internationella kunder och kontakta dem faktiskt för att fråga om deras erfarenhet av kvalitet, leverans, kommunikation och problemlösning.
Kommunikation och kulturella överväganden:
Effektiv kommunikation är avgörande för framgång och övervinner potentiella utmaningar när man arbetar med kinesiska tillverkare.
-
Språkbarriärer:
- Engelska kunskaper: Medan många kinesiska företagare talar engelska, varierar kompetensnivåer. Använd ett tydligt, kortfattat språk. Undvik slang, jargong och alltför komplexa meningar.
- Skriftlig kommunikation: Föredrar skriftlig kommunikation (e -post, WeChat -meddelanden) för att säkerställa en tydlig registrering av diskussioner och beslut. Använd kulpunkter och numrerade listor för tydlighet.
- Bilder: Använd 3D CAD -modeller, detaljerade 2D -ritningar med toleranser, kommenterade foton och videor för att förmedla information exakt. "En bild är värd tusen ord" är särskilt sant här.
- Dedikerad kontaktperson: Syftar till att skapa en relation med en specifik, engelsktalande kontaktperson som är ansvarig för ditt projekt.
-
Kulturella nyanser:
- Guanxi (relationer): I Kina är relationer mycket värderade i affärer. Att investera tid i att bygga förtroende och rapport ("guanxi") kan leda till smidigare verksamhet, större flexibilitet och bättre resultat. Detta kan involvera regelbunden kommunikation, visa respekt och ibland till och med sociala engagemang.
- "Saving Face" (Mianzi): Detta koncept är avgörande. Kinesisk företagskultur undviker ofta direkt "nej" eller öppen konfrontation för att undvika att få någon att "förlora ansiktet" (förlägenhet, förlust av värdighet eller rykte).
- Implikationer: Ett "ja" kan ibland betyda "kanske", "Jag förstår frågan" eller "Jag kommer att försöka." Det garanterar inte alltid kapacitet eller avtal.
- Strategi: Var tålamod och bekräfta förståelse. Ställ öppna frågor. Istället för "Kan du göra det här?", Försök "Hur kommer du att uppnå x?" eller "Vilka utmaningar förutser du med y?" Leta efter detaljerade förklaringar och handlingsbara planer snarare än bara en enkel bekräftelse. Undvik att kritisera eller direkt utmana din kontakt offentligt; Ge feedback konstruktivt och privat.
- Hierarki: Respektera kommandokedjan. Beslut kommer ofta från högre upp. Förstå vem beslutsfattarna är och försöka bygga rapport med dem.
- Tålamod och långsiktig syn: Att bygga en framgångsrik tillverkningsförhållande i Kina tar ofta tid. Var tålamod, investera i förhållandet och fokusera på långsiktig ömsesidig fördel snarare än rent transaktionsinteraktioner.
- Förhandlingsstil: Var beredd på en annan förhandlingsstil. Ibland kan initiala citat vara höga och förvänta sig förhandlingar. Fokusera på win-win-resultat.
Prototyper och verktyg
Innan du dyker in i massproduktionen är två kritiska stadier i formsprutningsresan prototyper och verktyg. Dessa faser är avgörande för att validera din design, säkerställa tillverkningsbarhet och förbereda sig för effektiv produktion av hög kvalitet.
Prototypens roll i formsprutning:
Prototypning är skapandet av preliminära fysiska modeller för din produkt eller dess komponenter. För formsprutning tjänar prototyper flera viktiga funktioner:
-
Designvalidering och förfining:
- Form, passform och funktion (FFF): Prototyper gör att du fysiskt kan bedöma om din dels dimensioner, form och funktioner är korrekta, om det passar med andra komponenter i en montering, och om den utför sin avsedda funktion i en verklig miljö.
- Tidig defektdetektering: Många designbrister eller frågor relaterade till montering, ergonomi eller strukturell integritet är endast tydliga i en fysisk modell, inte på en skärm. Att fånga dessa tidiga sparar enorm tid och kostnad nedströms.
- Estetisk utvärdering: Prototyper ger en konkret representation av produktens utseende, vilket möjliggör estetiska justeringar innan de förbinder sig till dyra produktionsverktyg.
-
Kostnadseffektivitet:
- Undvik kostsam omarbetning: Att modifiera en färdig produktionsform är extremt dyrt och tidskrävande. Prototyping identifierar designproblem på förhand, vilket möjliggör lågkostnads digitala eller snabba prototypjusteringar innan formen skärs. "Misslyckas tidigt, misslyckas billigt."
- Material- och processtestning: Även om det ofta inte är tillverkat av det slutliga produktionsmaterialet eller med en produktionsform, kan prototyper hjälpa till att validera aspekter av materiellt beteende eller belysa potentiella formningsutmaningar.
-
Accelererad tid till marknad: Genom att effektivisera designvalideringsprocessen hjälper prototyper att minska de totala produktutvecklingscyklerna, så att du kan få din produkt snabbare.
-
Förbättrad kommunikation och samarbete: En fysisk prototyp fungerar som ett universellt språk bland designers, ingenjörer, marknadsföringsteam och intressenter. Det underlättar tydligare diskussioner, anpassar förväntningarna och säkerställer att alla är på samma sida om slutprodukten.
Prototypningsmetoder (förinjektionsgjutning):
Medan "Prototypinsprutningsgjutning" (med hjälp av aluminium- eller mjuka stålverktyg för låga volymkörningar) finns tidigare prototypningssteg ofta andra metoder:
- 3D -utskrift (tillsatsstillverkning):
- Fördelar: Extremt snabbt, kostnadseffektivt för enstaka enheter eller mycket låga volymer, möjliggör komplexa geometrier och iterativa designförändringar är snabba.
- Nackdelar: Materialegenskaper replikerar vanligtvis inte faktiska formsprutningshartser (t.ex. styrka, ytfinish, termiska egenskaper), inte lämpliga för höga volymer och kan inte riktigt validera själva formsprutningsprocessen. Bäst för tidiga form- och passningskontroller.
- CNC -bearbetning:
- Fördelar: Kan uppnå hög precision, arbetar med ett bredare utbud av plast av konstruktionsklass som är närmare slutproduktionsmaterial.
- Nackdelar: Dyrare och långsammare än 3D -utskrift, särskilt för komplexa delar; Fortfarande replikerar inte helt stressen/flödet av formsprutning.
- Vakuumgjutning (uretangjutning):
- Fördelar: Bra för att producera små partier (10-50 enheter) av delar som nära simulerar injektionsgjutna delar i termer av utseende och vissa mekaniska egenskaper, med användning av silikonformar från ett huvudmönster.
- Nackdelar: Inte faktiska formsprutningsmaterial, kan ha begränsningar i delstorlek och komplexitet och är endast för mycket låg volym.
Förstå verktygskostnader och ledtider (injektionsmögelverktyg):
Verktyg eller formtillverkning är den mest betydande investeringen i formsprutning. Att förstå dess kostnader och ledtider är avgörande för projektplanering och budgetering.
Verktygskostnader:
Som tidigare diskuterats i kostnadsanalysen påverkas mögelkostnader av:
- Delkomplexitet: Intrikata mönster med snäva toleranser, inre funktioner, underskott (som kräver bilder/lyftare) eller fina strukturer kräver mer komplexa och dyra mögelkonstruktioner och bearbetningsprocesser (t.ex. EDM, trådskärning).
- Mögelmaterial:
- Aluminium (t.ex. 7075-T6): Mindre dyr, snabbare till maskin, lämplig för prototyper eller produktion med låg volym (t.ex. 1 000 till 10 000 skott). Mjukare, så slitage kan vara ett problem för höga volymer.
- P20 stål (förhandad): En vanlig balans mellan kostnad och hållbarhet, bra för produktion av medelvolym (t.ex. 10.000 till 100.000 skott).
- Härdat stål (t.ex. H13, S7, NAK80): Dyraste, men erbjuder överlägsen hårdhet, slitmotstånd och livslängd, nödvändig för produktion med hög volym (t.ex. 100 000 till miljoner skott) och delar som kräver täta toleranser eller utmärkta ytbehandlingar.
- Antal hålrum: Fler hålrum ökar den initiala mögelkostnaden men minskar kostnaden per del genom att påskynda produktionen. En 4-kavitetsform kommer att vara dyrare än en enkelkavitetsform men kommer att producera delar fyra gånger snabbare.
- Hot Runner vs. Cold Runner System: Hot Runner Systems är mer komplexa och kostsamma att bygga men eliminera löpare avfall och kan minska cykeltiderna, vilket erbjuder långsiktiga besparingar för produktion med hög volym. Kalla löpare formar är enklare och billigare på förhand.
- Ytfinish: Högglans eller strukturerade ytor kräver mer komplicerad mögelpolering eller etsning, vilket lägger till kostnaden.
- Mögelstorlek: Större delar kräver större formar, som konsumerar mer stål och kräver mer bearbetningstid.
- Leverantörens omkostnader och vinstmarginal: Dessa varierar mellan tillverkare.
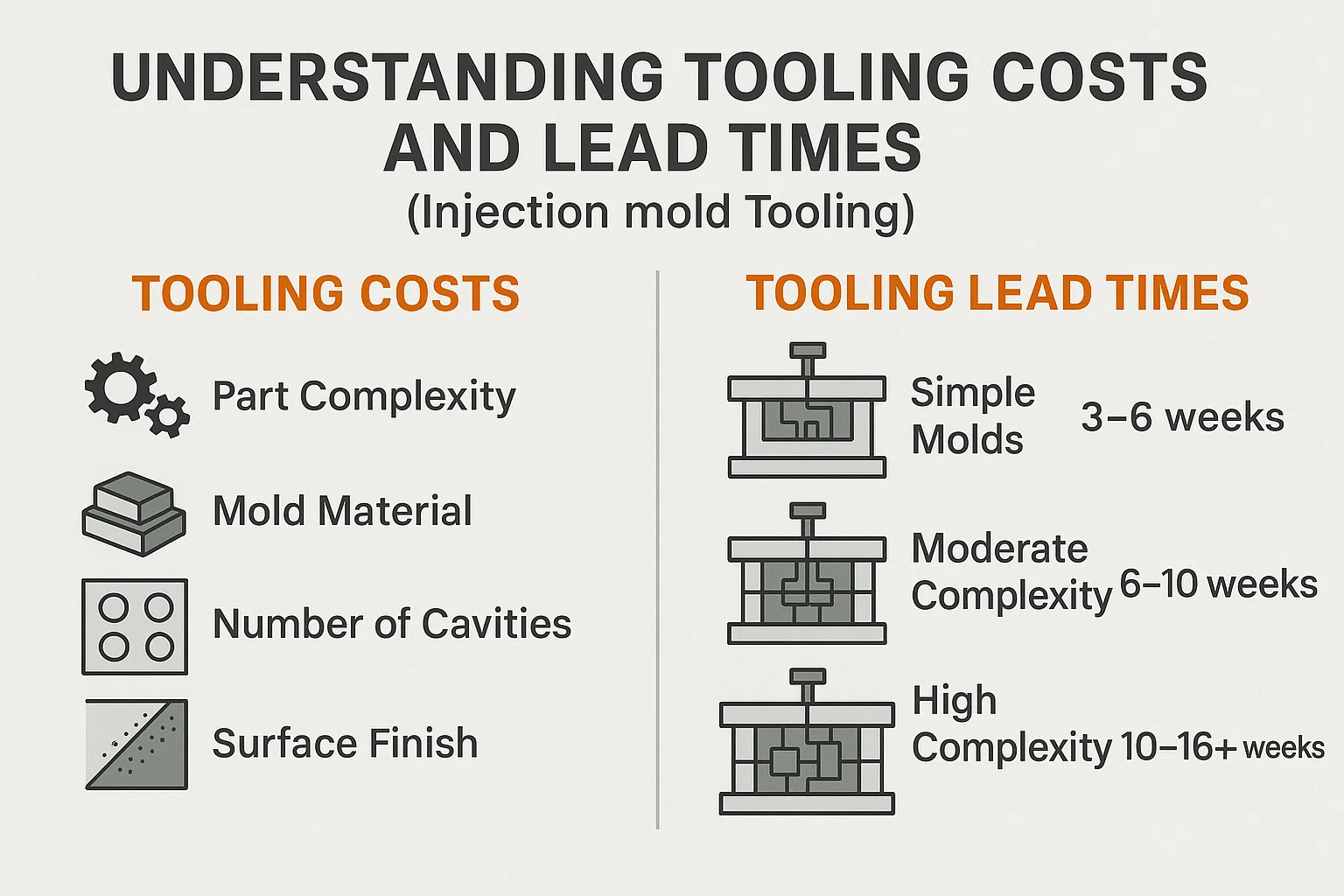
Verktygsledningstider:
Ledningstider för mögeltillverkning i Kina kan variera betydligt baserat på komplexitet:
- Enkla formar (enkel hålrum, basgeometri, aluminium/p20 stål): Kan variera från 3-6 veckor .
- Måttlig komplexitet (multikavitet, några underbedrater, P20-stål): Typiskt 6-10 veckor .
- Hög komplexitet (multikavitet, het löpare, komplexa underskott, härdat stål): Kan ta 10-16 veckor .
Dessa ledtider inkluderar design, materialförvärv, bearbetning, montering och initial testning (T0 -försök). Det är avgörande att få en tydlig tidslinje från din leverantör och faktorera den i ditt övergripande projektschema. Förseningar i verktyg påverkar direkt din tid till marknad.
Design för tillverkningsbarhet (DFM) överväganden:
Design för tillverkbarhet (DFM), ofta kallad design för formbarhet i samband med formsprutning, är praxis att optimera en produkts design för att göra det enklare, mer kostnadseffektivt och mer tillförlitligt att tillverka med en specifik process. Att engagera sig i DFM med din kinesiska partner tidigt i designfasen är av största vikt.
Viktiga DFM -överväganden för formsprutning inkluderar:
- Enhetlig väggtjocklek:
- Princip: Håll konsekvent väggtjocklek i hela delen så mycket som möjligt.
- Varför: Ojämn väggtjocklek orsakar inkonsekvent kylning och krympning, vilket leder till defekter som vridning, sjunkmärken (depressioner) och inre spänningar. Det gör också mögelfyllning mer utmanande.
- Hur: Om variationer är oundvikliga, gör övergångar gradvis (t.ex. använd filéer).
- Utkast till vinklar:
- Princip: Tillsätt en liten avsmalnande till alla vertikala väggar (ytor parallella med formens öppningsriktning).
- Varför: Gör att delen enkelt kan mata ut från formen utan att fastna, skrapa eller deformeras. Utan tillräckligt utkast kan delar fastna, vilket kräver överdriven utslagkraft som skadar både delen och formen.
- Rekommendation: Minst 0,5-1 grader per sida rekommenderas ofta för släta ytor, med mer (t.ex. 2-5 grader) som behövs för strukturerade ytor eller djupa funktioner.
- Radier och filéer (rundade hörn):
- Princip: Undvik skarpa inre och yttre hörn. Använd istället generösa radier (rundade yttre hörn) och filéer (rundade inre hörn).
- Varför: Skarpa hörn skapar spänningskoncentrationer (punkter där stress ackumuleras), vilket kan leda till delbrott under utkastning eller vid användning. De hindrar också plastflödet, ökar mögelslitage och kan vara svårt att bearbeta. Filéer främjar jämnare materialflöde och minskar stressen.
- Rekommendation: Intern radie bör helst vara minst 0,5 gånger väggtjockleken och extern radie 1,5 gånger väggtjockleken.
- Minimering av underskott:
- Princip: En underskurt är alla funktioner som förhindrar att en del direkt dras ur formen längs öppningsriktningen (t.ex. ett hål på sidan, ett klipp, en snap -funktion).
- Varför: Underbesök kräver ytterligare, kostsamma mögelmekanismer som objektglas (sidoåtgärder), lyftare eller kärndrag för att låta delen matas ut. Dessa lägger till komplexitet, kostnad och underhåll till formen.
- Hur man mildrar:
- Omdesign: Kan funktionen flyttas eller omdesignas för att vara i linje med formens öppningsriktning?
- Kärnpull/bilder: Om det är nödvändigt, acceptera de extra verktygskostnaderna och komplexiteten.
- Bump-offs: För mycket små, flexibla underskurkar (t.ex. små taggfunktioner) kan delen deformera något för att "stöta" formfunktionen utan sidoåtgärder, men detta behöver noggrant design och materialval.
- GATE -plats:
- Princip: Strategisk placering av grinden (där plast kommer in i mögelhålan) är avgörande.
- Varför: Påverkar materialflödet, fyllningsmönster, potential för svetslinjer, handfat märken och grindvestige (det lilla märket lämnade där löparen tas bort).
- Överväganden: Vanligtvis placerad i den tjockaste delen av delen för att säkerställa korrekt fyllning och förpackning, eller i ett icke-kosmetiskt område. Mögelflödesanalysprogramvara kan simulera optimal grindplacering.
- Ejektorns pin -placering:
- Princip: Placera ejektorstift i områden som inte kommer att äventyra estetik eller funktionalitet, helst på styva funktioner eller där märken är acceptabla.
- Varför: Säkerställer smidig utkast utan att deformeras eller skada delen.
- Överväganden: Se till att tillräckliga ejektorstift används, särskilt nära revben eller chefer, för att fördela utkastningskraft jämnt.
- Revben och chefer:
- Princip: Använd revben för att ge styrka och styvhet utan att öka den totala väggtjockleken. Bossar är cylindriska utsprång som används för montering, fästning eller lokalisering.
- Varför: Effektiv användning av material för strukturell integritet.
- Design: Ribbtjockleken bör vanligtvis vara 40-60% av den nominella väggtjockleken för att undvika handfatmärken. Bossar bör utformas med tillräckligt utkast och ett kärntalt centrum för enhetlig väggtjocklek.
- Toleranser:
- Princip: Ange toleranser endast så snäva som funktionellt nödvändiga.
- Varför: Mycket snäva toleranser ökar mögelkostnader, verktygstid, produktionssvårigheter och inspektionskostnader.
- Överväganden: Diskutera uppnåliga toleranser med din tillverkare baserat på material, delstorlek och mögeltyp.
Hantera produktion och logistik
När din mögel har slutförts och godkänts, och produktionen börjar förändras fokus till att övervaka tillverkningsprocessen och säkerställa effektiv, kostnadseffektiv leverans av dina färdiga delar. Att hantera produktionstidslinjer, frakt och tullar kan vara komplexa, men med korrekt planering och kommunikation är det en hanterbar process.
![]()
Produktionstidslinjer och ledtider:
Att förstå de faktorer som påverkar produktionsledningstider är avgörande för att ställa realistiska förväntningar och planera din leveranskedja.
- Verktygsledningstid (som diskuterats): Detta är den initiala, ofta längsta ledtiden. När formen är klar och validerad kan den faktiska delproduktionen vara mycket snabb.
- Produktionsvolym:
- Låg till medelvolym: För mindre körningar (t.ex. några tusen till tiotusentals delar) kan produktionen slutföras inom några dagar till ett par veckor, beroende på komplexiteten hos delen och antalet mögelhålrum.
- Hög volym/massproduktion: För hundratusentals eller miljoner delar kommer produktionen att vara en pågående process. Medan cykeltid per del är mycket snabb, övergripande produktionskörning kan sträcka sig över veckor eller månader. Tillverkarna kommer ofta att schemalägga din produktion på specifika maskiner och skift.
- Delkomplexitet och cykeltid: Enklare delar med kortare cykeltider kommer naturligtvis att produceras snabbare än komplexa delar som kräver längre kylning eller intrikata sekundära operationer.
- Materialtillgänglighet: Se till att ditt valda material är lätt tillgängligt för att undvika förseningar. Vissa specialiserade eller specialfärgade material kan ha längre ledtider från hartsleverantören till gjutfabriken.
- Sekundära operationer: Om dina delar kräver processer efter målning som målning, tryckning, montering eller specialiserad förpackning kommer dessa att öka den totala produktionstiden. Se till att dessa tas med i den citerade tidslinjen.
- Kvalitetskontrollförfaranden: Omfattningen och noggrannheten i processen i processen och slutkvalitet kommer också att påverka det övergripande produktionsschemat.
- Fabriksbelastning och schemaläggning: Tillverkarens nuvarande produktionskö och kapacitet kommer att spela en viktig roll. Diskutera alltid uppskattade ledtider med din leverantör och begär ett detaljerat produktionsschema.
- Helgdagar: Kinesiska nationella helgdagar (särskilt kinesiska nyår, Golden Week och Dragon Boat Festival) kan orsaka betydande fabriksavstängningar och logistiska förseningar. Planera ditt produktionsschema runt dessa perioder.
Strategier för att hantera produktionstidslinjer:
- Tydlig kommunikation: Håll kontinuerlig och tydlig kommunikation med din leverantör. Begär regelbundna uppdateringar om produktionsstatus, inklusive foton eller videor i produktionslinjen.
- Detaljerat produktionsschema: Be om ett Gantt -diagram eller en detaljerad tidslinje för varje produktionssteg.
- Key Performance Indicators (KPI): Håller med om specifika KPI: er, såsom daglig produktionsproduktion, defekthastigheter och leveransdatum.
- Förproduktionsmöte: Håll ett grundligt förproduktionsmöte (virtuellt eller personligen) för att granska alla specifikationer, kvalitetsstandarder och tidslinjer innan produktionen påbörjas.
- Beredskapsplanering: Bygg alltid lite buffertid i ditt schema för oväntade förseningar (t.ex. materialbrist, maskinuppdelningar, kvalitetsproblem, fraktförseningar).
Frakt- och logistiköverväganden när du importerar från Kina:
Att importera varor från Kina involverar flera steg och kräver noggrann planering för att säkerställa att dina produkter kommer säkert, i tid och inom budgeten.
-
Incoterms (internationella kommersiella termer): Dessa är globalt erkända villkor som klargör köparna och säljarnas ansvar för leverans av varor enligt försäljningskontrakt. Avgörande för att bestämma vem som betalar för vad och vem som är ansvarig i olika fraktstadier.
- EXW (EX Works): Köparen ansvarar för alla kostnader och risker från fabriksporten och framåt. Billigaste enhetspris från fabriken, men mest komplex för köparen.
- FOB (gratis ombord): Säljaren (fabriken) ansvarar för att leverera varorna till den nämnda hamnen i leveransen och ladda dem på fartyget. Köparen antar
- CIF (kostnad, försäkring och frakt) / CFR (kostnad och frakt): Säljaren betalar för kostnaden för transport och försäkring (CIF) eller bara transport (CFR) till den nämnda destinationshamnen. Risköverföringar till köparen när varor laddas på fartyget vid ursprungshamnen. Mindre kontroll för köparen.
- Ddp (levererad tull betald): Säljaren ansvarar för alla kostnader och risker, inklusive tullgodkännande och importtullar, tills varorna levereras till köparens angivna destination. Mest bekvämt för köparen, men säljarens pris kommer att vara högre.
- Rekommendation: För de flesta företag, FOB är en bra balans som erbjuder kostnadskontroll medan fabriken hanterar det ursprungliga benet. Om du är ny på att importera, DDP Erbjuder enkelhet men ofta till en högre kostnad som levereras av leverantören.
-
Välja en fraktmetod:
- Sea Freight (Ocean Freight):
- Fördelar: Mest kostnadseffektivt för stora volymer, tunga eller skrymmande varor. Miljövänligt.
- Nackdelar: Långa transittider (vanligtvis 3-6 veckor till Nordamerika/Europa, plus tullgodkännande). Mindre flexibel.
- FCL (full behållarbelastning): Du betalar för och använder en hel fraktbehållare (20ft eller 40ft). Mest kostnadseffektiva per enhet för stora volymer.
- LCL (mindre än behållarbelastning): Dina varor delar containerutrymme med andra transporter. Kostnadseffektivt för mindre volymer som inte är tillräckligt för att fylla en hel behållare, men ofta med något längre transit- och hanteringstider.
- Flygfrakt:
- Fördelar: Snabbaste transittid (vanligtvis 3-7 dagar). Idealisk för brådskande transporter, varor med högt värde eller små, lätta föremål.
- Nackdelar: Betydligt dyrare än havsfrakt. Kostnaderna är baserade på vikt eller volymetrisk vikt, beroende på vad som är större.
- Express Courier (t.ex. DHL, FedEx, UPS):
- Fördelar: Snabbaste (1-5 dagar), dörr-till-dörrstjänst, hanterar ofta tullgodkännande för dig. Idealisk för prover, prototyper eller mycket små, brådskande transporter.
- Nackdelar: Dyraste, olämpliga för större eller tyngre transporter på grund av kostnad.
- Sea Freight (Ocean Freight):
-
Fraktspeditörer:
- Roll: Fraktspeditörer är logistikexperter som hanterar komplexiteten i internationell frakt. De bokar lastutrymme, förbereder dokumentation, hanterar tullgodkännande och ordnar inre transport.
- Fördelar: Förenkla processen, förhandla ofta till bättre priser på grund av bulkvolym och ge expertis i navigeringsföreskrifter.
- Rekommendation: Såvida du inte har betydande erfarenhet och volym, rekommenderas starkt att använda en ansedd speditör (antingen baserad i Kina eller ditt hemland).
-
Förpackning:
- Betydelse: Korrekt förpackning är avgörande för att skydda dina delar under transitering.
- Överväganden: Använd robusta kartonger, lämplig inre förpackning (t.ex. bubbelpap, skuminsatser, anpassade brickor) för att förhindra repor eller skador och säkerställa palletisering för större transporter. Märk tydligt alla kartonger med produktinformation, kvantitet och hantering av instruktioner.
Tull- och importtullar:
Att navigera tullföreskrifter och beräkna importtullar är en kritisk och ofta komplex, en del av att importera från Kina.
-
Harmoniserade system (HS) koder:
- Betydelse: Varje produkt som importeras internationellt klassificeras under en specifik HS -kod. Denna kod bestämmer tillämpliga importtullar och förordningar i destinationslandet.
- Handling: Arbeta med din leverantör och/eller speditör för att exakt bestämma rätt HS -kod för dina plastinsprutningsgjutna delar. Fel klassificering kan leda till förseningar, böter eller felaktiga betalningar. Vanliga HS -koder för plastprodukter börjar vanligtvis med kapitel 39 (plast och artiklar därav).
-
Tullvärdering:
- Princip: Tullar beräknas vanligtvis baserat på "tullvärdet" för varorna, som vanligtvis inkluderar kostnaderna för varorna, ibland inkommande frakt och försäkring, beroende på inkoterms.
-
Importtullar (tullar):
- Landsspecifikt: Tullsatser varierar avsevärt beroende på importlandet och den specifika HS -koden.
- Handelsavtal: Kontrollera om ditt land har frihandelsavtal (FTA) med Kina som kan minska eller eliminera uppgifter på vissa varor.
- Ytterligare tullar: Var medveten om ytterligare tullar, till exempel avsnitt 301 -tullar som införts av USA på vissa kinesiska varor (inklusive många plastprodukter och verktyg). Dessa kan öka dina landade kostnader avsevärt. I slutet av 2024 / mitten av 2025 är dessa tullar fortfarande i kraft för många plastinjektionsmjutna varor och verktyg från Kina till USA. Det är viktigt att faktorera dessa i dina kostnadsberäkningar.
- Handling: Kontakta ditt lands tullwebbplats (t.ex. USITC för USA, din nationella tullbyrå) eller en tullmäklare för att få de mest uppdaterade tullsatserna för din specifika HS-kod och ursprungsland.
-
Mervärde skatt (moms) / varor och tjänster skatt (GST):
- Betydelse: De flesta länder kommer att ta ut en moms eller GST på importerade varor, vanligtvis beräknat på tullvärdet plus eventuella uppgifter. Detta är vanligtvis återvinnbart av momsregistrerade företag.
-
Obligatorisk dokumentation:
- Kommersiell faktura: Viktigt dokument som beskriver transaktionen, inklusive säljare/köpareinfo, produktbeskrivning, kvantitet, enhetspris, totalt värde och inkoterms.
- Förpackningslista: Specificerar innehållet i varje paket, inklusive vikter och dimensioner.
- Bill of Lading (för havsfrakt) / luftväg (för flygfrakt): Kontraktet med transport och mottagande av varor.
- Ursprungsintyg: Bekräftar landet där varorna tillverkades, viktiga för tullar och handelsavtal.
- Andra certifieringar: Beroende på produkten kan du behöva materialcertifieringar, säkerhetsöverensstämmelse (t.ex. CE, ROHS, FDA) eller testrapporter.
-
Tullmäklare:
- Roll: Licensierade yrkesverksamma som är specialiserade på tullgodkännande. De förbereder och lämnar in dokumentation, beräknar uppgifter och kommunicerar med tullmyndigheterna för dina räkning.
- Fördelar: Avgörande för att navigera komplexa tullföreskrifter, undvika förseningar och säkerställa efterlevnad. Rekommenderas starkt om du inte har egen expertis.

