
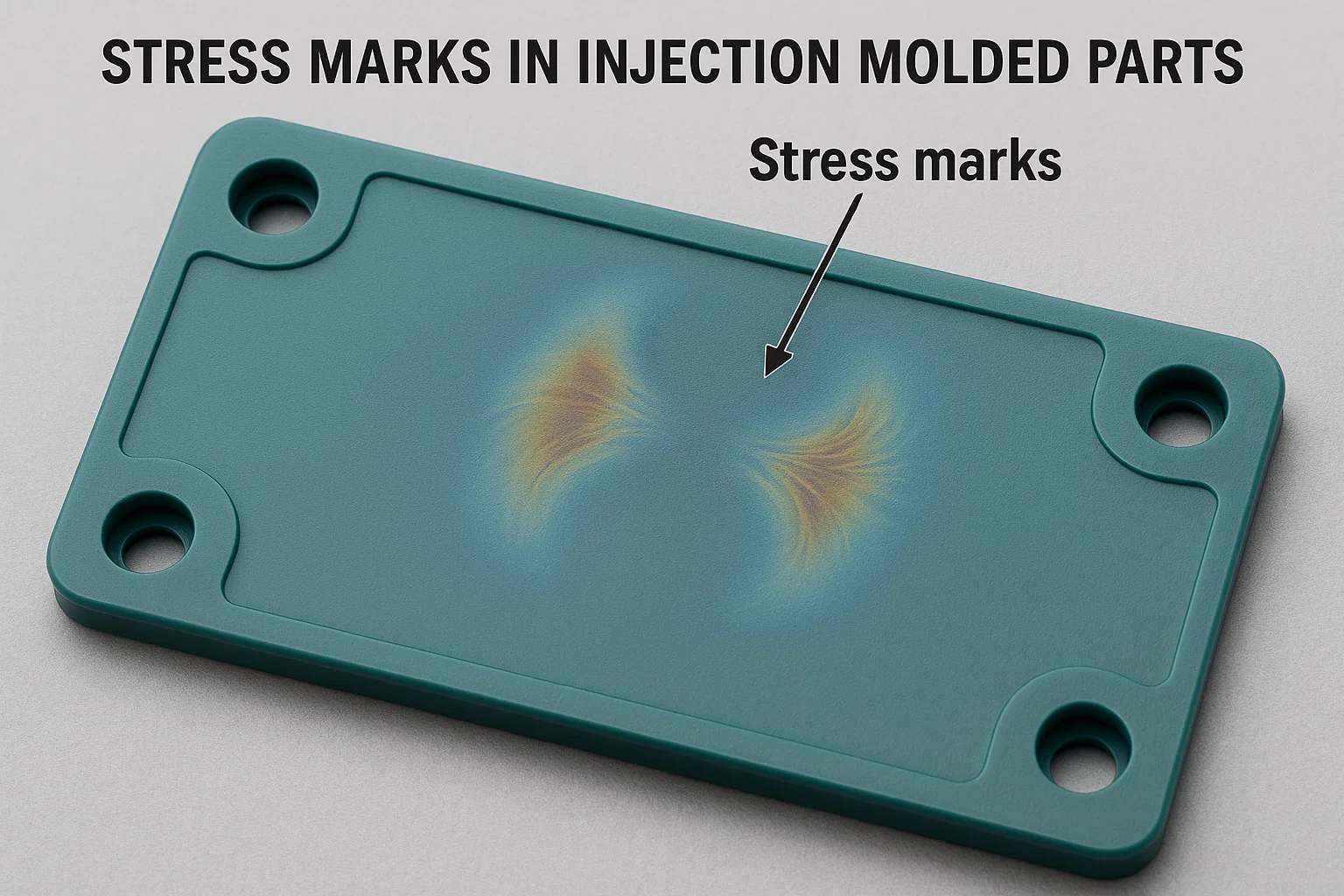
I. Definition och manifestationer av stressmärken
Stressmärken i formsprutade delar är ytdefekter orsakade av lokaliserad spänningskoncentration, som förekommer som glansig eller ojämn struktur. Vanliga platser inkluderar:
- Visuella avvikelser : Mer märkbar på mörkfärgade delar, som liknar "spöklinjer" eller ojämn skuggning.
- Positionsfunktioner : Förekommer ofta nära flödesändar, svetslinjer och områden med ojämn kylning.
Ii. Analys av grundorsaken
1. Mögeldesignbrister
- Felaktig grinddesign : Små grindar eller dålig placering leder till höga skjuvningshastigheter och temperaturgradienter.
- Abrupt väggtjocklek förändras : Tjocklekvariationer som överstiger 30% orsakar ojämn krympning (t.ex. tunnväggiga områden begränsar sammandragning, vilket genererar dragspänning).
- Otillräcklig venting : Gasfällor vid avskedslinjer eller flödesändar skapar lokaliserad överhettning och flödes turbulens.
- Skarpa hörn och ribdesign : Hög flödesmotstånd i skarpa vinklar; Ribbor som är tjockare än 40% -60% av huvudväggens tjocklek stör kylande enhetlighet.
2. Processparameterproblem
- Överdriven injektionshastighet/tryck : Hög skjuvspänning och molekylär orientering ökar restspänningen.
- Temperatur missförvaltning : Låg smältemperatur eller ojämn mögelkylning (t.ex. dåligt utformade kylkanaler) förstärker krympningsskillnader.
- Otillräckligt förpackningstryck : Kort förpackningstid eller lågtryck misslyckas med att kompensera för krympning, vilket orsakar handfat märken och stressmärken i tjocka sektioner.
3. Materiella egenskaper
- Högt smältflödesindex (MFI) : Alltför flytande material främjar molekylär orientering och ojämn krympning.
- Kristallinitetseffekter : Kristallina material (t.ex. PP, PA) är känsliga för kylhastigheter; Tjockväggsområden utvecklar kristallinitetsskillnader.
- Tillsatssegregation : Fyllmedel som glasfibrer ackumuleras vid flödesändar, försvagar gränssnittsbindningen.
4. Begränsningar av produktdesign
- Ojämn väggtjocklek : Exempel inkluderar bärbara datorer med 40% -60% tjockleksvariationer.
- Dålig svetslinje placering : Stressmärken bildas när svetslinjer sammanfaller med kosmetiska ytor.
Iii. Omfattande lösningar
1. Mögeldesignoptimering
- Portmodifieringar : Förstora grindar (t.ex. 1,5 mm → 2,0 mm); Anta fläkt- eller överlappningsgrindar för att minska skjuvningen.
- Graduala tjockleksövergångar : Tillsätt radier (≥0,5 × väggtjocklek) vid plötsliga förändringar; Fallstudier visar 80% stressmarkering.
- Förbättrad venting : Tillsätt ventilationsplatser (0,02-0,04 mm djup) vid flödesändar; Använd poröst stål eller insatsventiler.
- Konform kylning : Implementera konforma kylkanaler för att begränsa temperaturvariationen till ± 5 ° C.
2. Processjusteringar
- Temperaturkontroll : Höj smältemperaturen med 10-20 ° C (t.ex. PA66: 270 ° C → 290 ° C) och mögeltemperatur med 20-30 ° C (t.ex. ABS: 60 ° C → 80 ° C).
- Flerstegsinjektion : Börja med låg hastighet (30% -50% max) för initial fyllning, växla sedan till hög hastighet; Ställ in förpackningstrycket på 70% -90% injektionstryck.
- Förlängd förpackningstid : Öka från 2s till 4s för att mildra krympning och restspänning.
3. Materiella modifieringar
- Lågträngsmaterial : Tillsätt 30% talk till PP, vilket minskar krympningen från 1,8% till 0,8%.
- Flödesadditiv : 0,1%-0,5%silikonbaserade smörjmedel lägre smältviskositet med 10%-20%.
- Fiberkompatibilitet : Behandla glasfibrer med kopplingsmedel för att minimera gränsytespänning.
4. Efterbehandling och testning
- Glödgning : PC-delar glödgade vid 120 ° C under 2 timmar eliminerar 60% -80% intern stress.
- Stressdetektering : Använd polariserat ljus eller lösningsmedel nedsänkning (t.ex. ABS i glacial ättiksyra i 2 minuter) för kvalitativ analys.
Iv. Fallstudier
Fall 1: Toy Gun Stock Stress Marks
- Utfärda : Sid 10% GF -delen visade stressmärken på revben (50% tjockleksskillnad).
- Fixeraera : Minska ribbtjockleken till 40% av huvudväggen; lägg till radier; lägre förpackningstryck (80MPa → 60MPa); höja mögel temp (60 ° C → 80 ° C).
- Resultatat : 100% eliminering; Utbytet ökade från 70% till 95%.
Fall 2: Laptop täcker stressmärken
- Utfärda : PC ABS -del hade stressmärken på grund av 0,9 mm/1,5 mm väggmatchning.
- Fix : Omplacera grinden för att fylla tjocka områden först; höja mögel temp (90 ° C → 110 ° C); Förläng förpackningen till 6s.
- Result : 90% reduktion; 98% kosmetisk passfrekvens.
V. Sammanfattning
Stressmarkering kräver multidisciplinär optimering:
- Förebyggande design : Begränsa variationen i väggtjockleken (≤20%); Använd radier och balanserade löpare.
- Precisionsbehandling : Gradienttemperatur/tryckkontroll med adekvat förpackning.
- Urval : Prioritera lågflödesmaterial med låg flöde; Använd modifierare efter behov.
Systematiska förbättringar förbättrar estetik, mekanisk prestanda och kostnadseffektivitet.

